
Page 338 - Fitter- 1st Year TP - Kannada
P. 338
ಕ್ಲಸದ ಅನುಕ್್ರ ಮ (Job Sequence)
• ಭ್ಗ 1 ಗಾಗಿ Ex: No 2.1.68 ಮತ್್ತ ಭ್ಗ 3 ಗಾಗಿ Ex.No • ಷಡುಭು ಜ್ೀಯ ಬೀಲ್ಟಾ ಬಳಸಿ 1 ಮತ್್ತ 2 ಭ್ಗಗಳನ್ನು
2.1.69 ಭ್ಗ 2 ಅನ್ನು ಬಳಸಿ. ಜೀಡಿಸಿ ಮತ್್ತ ಸ್ಕ್ತ ವಾದ ಡಬಲ್ ಎೊಂಡ್ ಸಾ್ಪ ಯಾ ನರ್/
ರಿೊಂಗ್ ಸಾ್ಪ ಯಾ ನರ್ ಬಳಸಿ ಬೀಲ್ಟಾ ಅನ್ನು ಬ್ಗಿಗೊಳಿಸಿ.
ಕ್ಲರ್(collar) ತಯಾರಿಸಿ: (ಭ್ಗ 2)
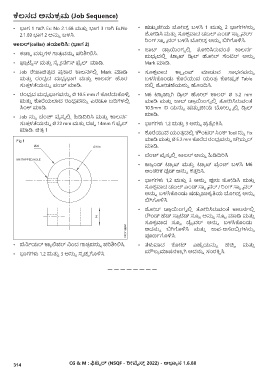
• ಜಾಬ್ ಡ್್ರ ಯಿೊಂಗನು ಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ ಕ್ಲನ್ವ
• ಕಚ್ಚಾ ವಸ್್ತ ಗಳ ಗಾತ್್ರ ವನ್ನು ಪರಿಶೀಲ್ಸಿ. ಮಧ್ಯಾ ದಲ್ಲಿ ಟ್ಯಾ ಪ್ ಡಿ್ರ ಲ್ ಹೊೀಲ್ ಸ್ೊಂಟರ್ ಅನ್ನು
• ಫ್ಲಿ ಟ್ನು ಸ್ ಮತ್್ತ ಸ್ಕೆ ್ವ ೀನೆ್ವಸ್ ಫೈಲ್ ಮಾಡಿ. Mark ಮಾಡಿ.
• Job ರೇಖಾಚ್ತ್್ರ ದ ಪ್ರ ಕ್ರ ಕ್ಲನ್ವಲ್ಲಿ Mark ಮಾಡಿ • ಸ್ಕ್ತ ವಾದ ಕ್ಲಿ ಯಾ ೊಂಪ್ ಮಾಡುವ ಸಾಧ್ನವನ್ನು
ಮತ್್ತ ರಂಧ್್ರ ದ ಮಧ್ಯಾ ಭ್ಗ ಮತ್್ತ ಕ್ಲನ್ವ ಹೊರ ಬಳಸಿಕೊೊಂಡು ಕೊರೆಯುವ ಯಂತ್್ರ ಕೊೀಷಟಾ ಕ Table
ಸ್ತ್್ತ ಳತೆಯನ್ನು ಪಂಚ್ ಮಾಡಿ. ನಲ್ಲಿ ಜೀಡಣ್ಯನ್ನು ಹೊೊಂದಿಸಿ.
• ರಂಧ್್ರ ದ ಮಧ್ಯಾ ಭ್ಗವನ್ನು Ø 10.5 mm ಗೆ ಕೊರೆದುಕೊಳಿಳಿ • M6 ಟ್ಯಾ ಪಾ್ಗ ಗಿ ಡಿ್ರ ಲ್ ಹೊೀಲ್ ಕ್ಲರ್ Ø 5.2 mm
ಮತ್್ತ ಕೊರೆಯಲ್ದ ರಂಧ್್ರ ವನ್ನು ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಮಾಡಿ ಮತ್್ತ ಜಾಬ್ ಡ್್ರ ಯಿೊಂಗನು ಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ
ಸಿೊಂಕ್ ಮಾಡಿ. 10.5mm ID ಯನ್ನು ಷಡುಭು ಜ್ೀಯ ಬೀಲಟಾ ನು ಲ್ಲಿ ಡಿ್ರ ಲ್
• Job ನ್ನು ಬೆೊಂಚ್ ವೈಸನು ಲ್ಲಿ ಹಿಡಿದಿರಿಸಿ ಮತ್್ತ ಕ್ಲನ್ವ ಮಾಡಿ.
ಸ್ತ್್ತ ಳತೆಯನ್ನು Ø 22 mm ಮತ್್ತ ದಪ್ಪ 14mm ಗೆ ಫೈಲ್ • ಭ್ಗಗಳು 1,2 ಮತ್್ತ 3 ಅನ್ನು ಪ್ರ ತೆಯಾ ೀಕ್ಸಿ.
ಮಾಡಿ. ಚ್ತ್್ರ 1 • ಕೊರೆಯುವ ಯಂತ್್ರ ದಲ್ಲಿ ಕೌೊಂಟರ್ ಸಿೊಂಕ್ Tool ನ್ನು Fix
ಮಾಡಿ ಮತ್್ತ Ø 5.2 mm ಕೊರೆದ ರಂಧ್್ರ ವನ್ನು ಚೇಮ್ಫ ರ್
ಮಾಡಿ.
• ಬೆೊಂಚ್ ವೈಸನು ಲ್ಲಿ ಕ್ಲರ್ ಅನ್ನು ಹಿಡಿದಿರಿಸಿ
• ಹ್ಯಾ ೊಂಡ್ ಟ್ಯಾ ಪ್ ಮತ್್ತ ಟ್ಯಾ ಪ್ ವೆ್ರ ೊಂಚ್ ಬಳಸಿ M6
ಆೊಂತ್ರಿಕ ಥ್್ರ ಡ್ ಅನ್ನು ಕತ್್ತ ರಿಸಿ.
• ಭ್ಗಗಳು 1,2 ಮತ್್ತ 3 ಅನ್ನು ಪುನಃ ಜೀಡಿಸಿ ಮತ್್ತ
ಸ್ಕ್ತ ವಾದ ಡಬಲ್ ಎೊಂಡ್ ಸಾ್ಪ ಯಾ ನರ್ / ರಿೊಂಗ್ ಸಾ್ಪ ಯಾ ನರ್
ಅನ್ನು ಬಳಸಿಕೊೊಂಡು ಷಡುಭು ಜಾಕೃತಿಯ ಬೀಲ್ಟಾ ಅನ್ನು
ಬ್ಗಿಗೊಳಿಸಿ.
• ಜೀಬ್ ಡ್್ರ ಯಿೊಂಗನು ಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ ಕ್ಲನ್ವಲ್ಲಿ
ರೌೊಂಡ್ ಹೆಡ್ ಸಾಲಿ ಟ್ಡ್ ಸ್ಕೆ ರೂ ಅನ್ನು ಸ್ಕೆ ರೂ ಮಾಡಿ ಮತ್್ತ
ಸ್ಕ್ತ ವಾದ ಸ್ಕೆ ರೂ ಡೆ್ರ ಲೈವರ್ ಅನ್ನು ಬಳಸಿಕೊೊಂಡು
ಅದನ್ನು ಬ್ಗಿಗೊಳಿಸಿ ಮತ್್ತ ಉಪ-ಅಸ್ೊಂಬ್ಲಿ ಗಳನ್ನು
ಪೂರ್್ವಗೊಳಿಸಿ.
• ವೆನ್ವಯರ್ ಕ್ಯಾ ಲ್ಪರ್ ನೊಂದ ಗಾತ್್ರ ವನ್ನು ಪರಿಶೀಲ್ಸಿ. • ತೆಳುವಾದ ಕೊೀಟ್ ಎಣ್ಣೆ ಯನ್ನು ಹಚ್ಚಾ ಮತ್್ತ
• ಭ್ಗಗಳು 1,2 ಮತ್್ತ 3 ಅನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ. ಮೌಲಯಾ ಮಾಪನಕ್ಕೆ ಗಿ ಅದನ್ನು ಸಂರಕ್ಷಿ ಸಿ.
314 CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿದೇವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾ ಸ 1.6.88