
Page 106 - Fitter- 1st Year TP - Kannada
P. 106
ಕೆಲಸದ ಅನುಕ್ರಾ ಮ (Job Sequence)
ಕಾಯಡ್ 1: Steel angle ನಲಿಲಾ ಹಾಯಾ ರ್ ಸಾಯಿಿಂಗ್ (Hacksawing ).
• Steel ruleನ್ನು ಬಳಸಿಕೊಿಂಡು ಕಚ್ಚಾ ವಸ್್ತ ಗಳನ್ನು ಎಚ್ಚ ರಿಕೆ
ಪರಿಶೀಲ್ಸಿ
ಎಚ್ಚ ರಿಕೆ ಕ್ತತು ರಿಸಬೇಕ್ದ ಆಕ್ರ ಮತ್ತು
• Steel angleನ್ನು 100 mm ಉದ್ದ ಕೆಕಾ ಫೈಲ್ ಮಾಡಿ. ವಸುತು ವಿನ ಪರಾ ಕ್ರ ಸರಿಯಾದ ಪಿಚ್ ಬೆಲಾ ದೇಡ್ ಅನುನು
• Sawing ಸಾಲುಗಳನ್ನು mark ಮಾಡಿ ಮತ್್ತ ಪಂಚ್ ಆಯ್ಕೂ ಮ್ಡಿ.
ಮಾಡಿ. ಗರಗಸ ಮ್ಡುವಾಗ, ಎರಡು ಅಥವಾ ಹೆಚಿ್ಚ ನ
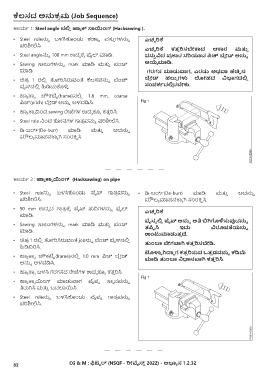
• ಚಿತ್್ರ 1 ರಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ ಕೆಲ್ಸವನ್ನು ಬ್ಿಂಚ್ ಬೆಲಾ ದೇಡ್ ಹಲುಲಾ ಗಳು ಲದೇಹದ ವಿಭ್ಗದಲಿಲಾ
ವೈಸ್ ನಲ್ಲಿ ಹಿಡಿದುಕೊಳಿಳಿ ಸಂಪಕ್ಡ್ದಲಿಲಾ ರಬೇಕು.
• ಹಾಯಾ ಕಾ್ಸಿ ಚೌಕಟ್್ಟ (frame)ನಲ್ಲಿ 1.8 mm, coarse
ಪ್ಚ್(pitch) ಬ್ಲಿ ೀರ್ ಅನ್ನು ಅಳವಡಿಸಿ.
• ಹಾಯಾ ಕಾ್ಸಿ ದಿಿಂದ sawing ರೇಖ್ಗಳ ಉದ್ದ ಕ್ಕಾ ಕತ್್ತ ರಿಸಿ.
• Steel rule ನಿಂದ ಕೊೀನಗಳ ಗಾತ್್ರ ವನ್ನು ಪರಿಶೀಲ್ಸಿ.
• ಡಿ-ಬರ್ಡ್(De-burr) ಮಾಡಿ ಮತ್್ತ ಅದನ್ನು
ಮೌಲ್ಯಾ ಮಾಪನಕಾಕಾ ಗಿ ಸಂರಕಿಷಿ ಸಿ
ಕಾಯಡ್ 2 : ಹಾಯಾ ಕ್ಸ್ ಯಿಿಂಗ್ (Hacksawing) on pipe
• Steel ruleನ್ನು ಬಳಸಿಕೊಿಂಡು ಪೈಪ್ ಗಾತ್್ರ ವನ್ನು • ಡಿ-ಬರ್ಡ್(De-burr) ಮಾಡಿ ಮತ್್ತ ಅದನ್ನು
ಪರಿಶೀಲ್ಸಿ. ಮೌಲ್ಯಾ ಮಾಪನಕಾಕಾ ಗಿ ಸಂರಕಿಷಿ ಸಿ.
• 90 mm ಉದ್ದ ದ ಗಾತ್್ರ ಕೆಕಾ ಪೈಪ್ ತ್ದಿಗಳನ್ನು ಫೈಲ್
ಮಾಡಿ. ಎಚ್ಚ ರಿಕೆ
• Sawing ಸಾಲುಗಳನ್ನು mark ಮಾಡಿ ಮತ್್ತ ಪಂಚ್ ವೈಸನು ಲಿಲಾ ಪೈಪ್ ಅನುನು ಅತಿ ಬಿಗಿಗೊಳಿಸುವುದನುನು
ಮಾಡಿ. ತಪಿ್ಪಿ ಸಿ ಇದು ವಿರೂಪತೆಯನುನು
ಉಿಂಟ್ಮ್ಡುತತು ದ್.
• ಚಿತ್್ರ 1 ರಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ jobನ್ನು ಬ್ಿಂಚ್ ವೈಸ್ ನಲ್ಲಿ
ಹಿಡಿದಿರಿಸಿ. ತ್ಿಂಬಾ ವೇಗವಾಗಿ ಕ್ತತು ರಿಸಬೇಡಿ.
• ಹಾಯಾ ಕಾ್ಸಿ ಚೌಕಟ್್ಟ (frame)ನಲ್ಲಿ 1.0 mm ಪ್ಚ್ ಬ್ಲಿ ೀರ್ ಟೊಳ್ಳಿ ಗಿದಾ್ದ ಗ ಕ್ತತು ರಿಸುವ ಒತತು ಡ್ವನುನು ಕ್ಡಿಮೆ
ಮ್ಡಿ ತ್ಿಂಬಾ ನಿಧಾನವಾಗಿ ಕ್ತತು ರಿಸಿ.
ಅನ್ನು ಅಳವಡಿಸಿ.
• ಹಾಯಾ ಕಾ್ಸಿ ಬಳಸಿ ಗರಗಸದ ರೇಖ್ಗಳ ಉದ್ದ ಕ್ಕಾ ಕತ್್ತ ರಿಸಿ.
• ಹಾಯಾ ಕಾ್ಸಿ ಯಿಿಂಗ್ ಮಾಡುವಾಗ ಪೈಪನು ಸಾಥಿ ನವನ್ನು
ತಿರುಗಿಸಿ ಮತ್್ತ ಬದಲಾಯಿಸಿ
• Steel ruleನ್ನು ಬಳಸಿಕೊಿಂಡು ಪೈಪನು ಗಾತ್್ರ ವನ್ನು
ಪರಿಶೀಲ್ಸಿ.
82 CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿದೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.2.32