
Page 64 - Welder(Pipe) - TP - Hindi
P. 64
वे ंग करते समय आक की र तेज कक श िन सुन । यह इले ोड के
एक समान जलने का संके त देता है।
जमा धातु बनाने के िलए इले ोड िपघलने की दर और मो ेन पूल के
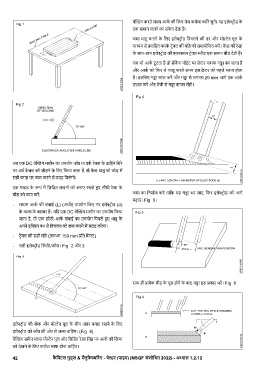
मा म से वािहत करके ट ेवल की गित को समायोिजत कर । वे की रेखा
के साथ-साथ इले ोड की एकसमान ट ेवल ीड एक समान बीड देती है।
जब भी आक टू टता है तो ेिकं ग पॉइंट पर े टर नामक ग ा बन जाता है
और आक को िफर से चालू करते समय इस े टर को पहले भरना होता
है। इसिलए ग ा साफ कर और ग ा से लगभग 20 mm आगे एक आक
उ कर और तेजी से ग ा वापस लौट ।
जब एक DC वे ंग मशीन का उपयोग जॉब या वक टेबल के दािहने िसरे
पर अथ के बल को जोड़ने के िलए िकया जाता है, तो वे धातु को जोड़ म
सही जगह पर जमा करने म मदद िमलेगी।
एक गाइड के प म िछि त लाइनों को बनाए रखते ए सीधी रेखा के
बीड को जमा कर : जमा का िनमा ण कर तािक यह ग ा भर जाए, िफर इले ोड को आगे
बढ़ाएं । Fig 5।
- म म आक की लंबाई (L) (अथा त् उपयोग िकए गए इले ोड (d)
के ास के बराबर है। यिद एक DC वे ंग मशीन का उपयोग िकया
जाता है, तो एक छोटी आक लंबाई का उपयोग िपघले ए धातु के
अपने इ त पथ से िवचलन को कम करने म मदद करेगा।
- ट ेवल की सही गित (लगभग 150 mm ित िमनट)
- सही इले ोड ित/कोण। Fig 2 और 3
साथ ही ेक बीड के पूरा होने के बाद ग ा इस कार भर । Fig 6
इले ोड की नोक और मो ेन पूल के बीच अंतर बनाए रखने के िलए
इले ोड को जॉब की ओर ले जाना चािहए। (Fig 4)
वे ंग ीन ास मो ेन पूल और िछि त रेखा िच पर आक की ि या
को देखने के िलए पया साफ होना चािहए।
42 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.12