
Page 43 - Welder(Pipe) - TP - Hindi
P. 43
वे ंग जनरेटर (Welding generator) िदए गए ै प आयरन ेट (वक पीस) की सतह को ील वायर श से
साफ कर , और तेल या ीस, पानी और प ट, यिद कोई हो तो साफ कर ।
वे ंग जनरेटर की मु स ाई को ‘चालू’ कर ।
अनुिचत सफाई खराब िवद ् त संपक और वे दोषों के कारण
मशीन पर दान िकए गए ाट -डे ा- ाट र का उपयोग करके वे ंग
कमजोर वे बनाती है।
जनरेटर (2-3 बार) को चालू और बंद कर ।
वे ंग टेबल पर वक पीस को ैट पोजीशन म सेट कर ।
ाट र को ार की ित म रख , कु छ सेकं ड ती ा कर और िफर मशीन
को नुकसान से बचाने के िलए च को डे ा ित म रख । इनपुट स ाई को ‘चालू’ कर और वे ंग मशीन चालू कर ।
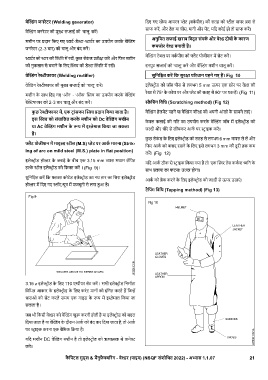
वे ंग रे ीफायर (Welding rectifier) सुिनि त कर िक सुर ा प रधान पहने गए ह । Fig 10
वे ंग रे ीफायर की मु स ाई को ‘चालू’ कर । इले ोड को जॉब पीस से लगभग 5 mm ऊपर एक छोर पर वे की
रेखा से 75° के कोण पर और ेट की सतह से 90° पर पकड़ । (Fig 11)
मशीन के साथ िदए गए ‘ऑन’ - ‘ऑफ’ च का उपयोग करके वे ंग
रे फायर को 2-3 बार चालू और बंद कर । ै िचंग िविध (Scratching method) (Fig 12)
कु छ रे ीफायर म , एक ट ांसफर च दान िकया जाता है। वे ंग हेलमेट पहन या वे ंग शी को अपनी आंखों के सामने लाएं ।
इस च को संचािलत करके मशीन को DC वे ंग मशीन
के वल कलाई की गित का उपयोग करके वे ंग जॉब म इले ोड को
या AC वे ंग मशीन के प म इ ेमाल िकया जा सकता
ज ी और धीरे से खींचकर आक पर ाइक कर ।
है।
कु छ सेकं ड के िलए इले ोड को सतह से लगभग 6 mm वापस ले ल और
ैट पोजीशन म माइ ील (M.S) ेट पर आक मारना (Strik-
िफर आक को बनाए रखने के िलए इसे लगभग 3 mm की दू री तक कम
ing of arc on mild steel (M.S.) plate in flat position)
कर । (Fig 12)
इले ोड हो र के जबड़े के बीच एक 3.15 mm ास म म लेिपत यिद आक ठीक से ाइक िकया गया है तो ‘एक र तेज कक श िन के
ह े ील इले ोड को िफ कर । (Fig 9)।
साथ काश का फटना’ उ होगा।
सुिनि त कर िक कोटेड इले ोड का न तार का िसरा इले ोड
आक को ेक करने के िलए इले ोड को ज ी से ऊपर उठाएं ।
हो र म िदए गए ॉट/ ूव म मजबूती से लगा आ है।
टैिपंग िविध (Tapping method) (Fig 13)
3.15 ø इले ोड के िलए 110 ए ीयर सेट कर । सभी इले ोड िनमा ता
िविभ आकार के इले ोड के िलए करंट मानों को इंिगत करते ह िज
धाराओं को सेट करते समय एक गाइड के प म इ ेमाल िकया जा
सकता है।
जब भी िकसी वे र को वे ंग शु करनी होती है या इले ोड को बदल
िदया जाता है या वे ंग के दौरान आक को बंद कर िदया जाता है, तो आक
पर ाइक करना एक बेिसक ि या है।
यिद मशीन DC वे ंग मशीन है तो इले ोड को ऋणा क से कने
कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.1.07 21