
Page 35 - Welder(Pipe) - TP - Hindi
P. 35
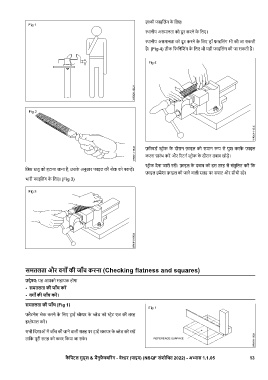
ह ी फाइिलंग के िलए।
ानीय असमानता को दू र करने के िलए।
ानीय असमानता को दू र करने के िलए ड ॉ फाइिलंग भी की जा सकती
है। (Fig 4) ठीक िफिनिशंग के िलए भी यही फाइिलंग की जा सकती है।
फ़ॉरवड ोक के दौरान फ़ाइल को समान प से पुश करके फ़ाइल
करना ारंभ कर और रटन ोक के दौरान दबाव छोड़ ।
ोक देना जारी रख । फ़ाइल के दबाव को इस तरह से संतुिलत कर िक
िजस धातु को हटाया जाना है, उसके अनुसार फाइल की नोक को पकड़ ।
फ़ाइल हमेशा फ़ाइल की जाने वाली सतह पर सपाट और सीधी रहे।
भारी फाइिलंग के िलए। (Fig 3)
समतलता और वग की जाँच करना (Checking flatness and squares)
उ े : यह आपको सहायक होगा
• समतलता की जाँच कर
• वग की जाँच कर ।
समतलता की जाँच (Fig 1)
ैटनेस चेक करने के िलए ट ाई े यर के ेड को ेट एज की तरह
इ ेमाल कर ।
सभी िदशाओं म जाँच की जाने वाली सतह पर ट ाई ायर के ेड को रख
तािक पूरी सतह को कवर िकया जा सके ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.1.05 13