
Page 304 - Welder(Pipe) - TP - Hindi
P. 304
काय का म (Job Sequence)
• हैकसॉ ारा पाइपों को 77 mm लंबाई म काट और इसके एं ड ायर • पाइपों के बीच 1.5 mm ट गैप रखते ए 3 ानों (1200 अलग)
को 75 mm लंबाई म फ़ाइल कर । पाइप के बाहरी िकनारे को 30 म टैक वे कर ।
- 350 कोण पर च फर कर , िजससे पाइप के िनचले िकनारे पर 1.5 • गन को एक ओर से दू सरी ओर वेव कर ।
mm का ट फे स/ल ड छोड़ द । • जब गन बीच म आक को पानी देती है तो बीड सी स का उपयोग
• िडब रंग के बाद कटे ए पाइपों की अंदर और बाहर की सतहों को करते ए जॉइ को बारीकी से पूरा कर ।
साफ कर । • ोपाइप से वेव कर तािक V और ट रन दोनों के फे स ठीक से ूज
• उिचत ट गैप के साथ को-ए यल पाइप बट जॉइंट बनाने के िलए हो जाएं ।
2 पाइपों को एक एं गल या चैनल िफ चर पर सेट कर । • उिचत वेव आकार, ोफ़ाइल और वे सु ढीकरण सुिनि त कर और
• आव क सुर ा सावधािनयों का पालन कर । साथ ही अंडरकट और अ वे दोषों से बच ।
• ूट ल ेम सेट कर । • जॉइ को साफ कर और बाहरी दोषों का िनरी ण कर ।
कौशल अनु म (Skill Sequence)
GMAW (1G) ारा पाइप वे ंग (Pipe welding by GMAW (1G)
उ े : यह आपको सहायक होगा
• GMAW ारा जॉब तैयार कर और वे कर ।
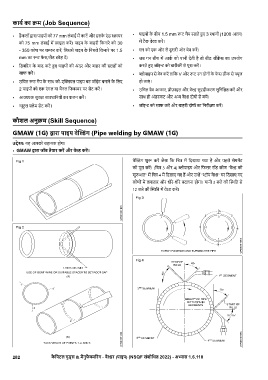
वे ंग शु कर जैसा िक िच म िदखाया गया है और पहले सेगम ट
को पूरा कर । (िच 3 और 4) ोपाइप और िफलर रॉड कोण “वे की
शु आत” म िच 4 म िदखाए गए ह और उ “ ॉप वे ” पर िदखाए गए
कोणों म लगातार और धीरे-धीरे बदलना होगा। यानी 3 बजे की ित से
12 बजे की ित म वे कर ।
282 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.6.118