
Page 297 - Welder(Pipe) - TP - Hindi
P. 297
कै िपटल गुड्स & मैनुफै रंग (C G & M) अ ास 1.6.115
वे र (पाइप) (Welder) (Pipe) - GTAW और GMAW
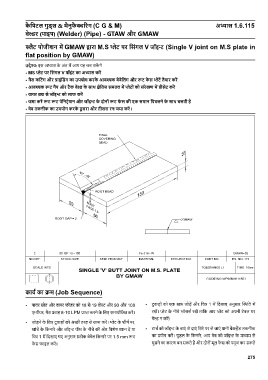
ैट पोजीशन म GMAW ारा M.S ेट पर िसंगल V जॉइ (Single V joint on M.S plate in
flat position by GMAW)
उ े : इस अ ास के अंत म आप यह कर सक गे
• MS ेट पर िसंगल V पॉइंट का अ ास कर
• गैस किटंग और ाइंिडंग का उपयोग करके आव क बेवेिलंग और ट फे स ेट तैयार कर
• आव क ट गैप और टैक वे के साथ ैितज समतल म ेटों को संरेखण म ीसेट कर
• वायर श से जॉइ को साफ कर
• जमा कर ट ट पेिनट ेशन और जॉइ के दोनों ट फे स की एक समान िपघलने के साथ चलती है
• वेव तकनीक का उपयोग करके द ू सरा और तीसरा रन जमा कर ।
काय का म (Job Sequence)
• पावर ोत और वायर फीडर को 18 से 19 वो और 90 और 100 • टुकड़ों को एक साथ जोड़ और िच 1 म िदखाए अनुसार ित म
ए ीयर, गैस वाह 8-10 LPM ा करने के िलए समायोिजत कर । रख । ेट के नीचे ेसस रख तािक आप ेट को अपनी टेबल पर
वे न कर ।
• जोड़ने के िलए टुकड़ों को अ ी तरह से साफ कर । ेट के शीष पर,
खांचे के िकनारे और जॉइ पीस के नीचे की ओर िवशेष ान द या • टाच को जॉइ के बाएं से दाएं िसरे पर ले जाएं यानी बैकह ड तकनीक
िच 1 म िदखाए गए अनुसार ेक बेवेल िकनारे पर 1.5 mm ट का योग कर । पुडल के िकनारे, आप वेव को जॉइ के मा म से
फे स फाइल कर । घुसने का कारण बन सकते ह और दोनों मूल फे स को ूज कर सकते
275