
Page 285 - Welder(Pipe) - TP - Hindi
P. 285
कै िपटल गुड्स & मैनुफै रंग (C G & M) अ ास 1.6.108
वे र (पाइप) (Welder) (Pipe) - GTAW और GMAW
SMAW ारा कवर पास और इंटरमीिडएट पास (Cover pass and intermediate pass by
SMAW)
उ े : इस अ ास के अंत म आप यह कर सक गे
• SMAW ारा कवर पास और इंटरमीिडएट पास का अ ास कर ।
शी ेड मेटल आक वे ंग (SMAW) मैनुअल िविध - इंटरमीिडएट पास जब बाहरी लाइन-अप ै का उपयोग िकया जाता है, तो ट बीड को
और कवर पास जॉइ की प रिध के चारों ओर समान प से फै लाया जाना चािहए और
जॉइ ािमित (Joint Geometry) जहां वहाय हो, हटाने से पहले प रिध की कम से कम 50% की संचयी
a जॉइ कार: ूव - िसंगल V बट लंबाई होनी चािहए।
b बेवल कोण: 30 िड ी - 33 िड ी सफाई के तरीके (Cleaning methods): है और पॉवर टू ल का
इ ेमाल िकया जा सकता है। अगले वे परत को जमा करने से पहले
c ट फे स: 1.8 mm (0.071 इंच), +/- 0.9 mm (0.035 इंच)
ेक पास को अ ी तरह से साफ िकया जाएगा और ैग और े ल से
d ट गैप: 1.8mm (0.071 इंच.), +/- 0.9mm (0.035 इंच.)
मु िकया जाएगा। पूण िकए गए वे को श िकया जाएगा और ैटर
e वे की जाने वाली सतह िचकनी, समान, िफन से मु , लेिमनेशन, से मु िकया जाएगा।
टीयस , े ल, ैग, ीस, प ट या अ बाहरी पदाथ से मु होंगी, जो
वे ंग पर ितकू ल भाव डाल सकती ह । िफिनश ोफाइल (Finish Profile): पूण िकए गए वे म इसकी
संपूण प रिध के िलए काफी समान ॉस-से न होगा। वे का शीष
िफलर मेटल वग करण और आकार (Filler metal
आस आधार धातु की सतह से नीचे नहीं होना चािहए।
classification & size)
ूनतम कै प चौड़ाई (Minimum Cap Width): कै प की ूनतम
a ट पास: E6010; 3.2 या 4.0, mm (1/8 या 5/32 इंच)
चौड़ाई कै प पास स से पहले जॉइ के शीष पर बेवल की चौड़ाई होगी
b हॉट पास: E 8010-G; 4.0 या 4.8 mm (5/32 या 3/16)
c थम िफलर: E8045-P2;3.2, 4.0 या 4.8 mm (1/8, 5/32 या
3/16 इंच)
d शेष पास भर : E111T1-M21A4-K3-H4; 1.2 mm
(0.047 इंच)
e कै प पास: E111T1-M21 A4-K3-H4; 1.2 mm (0.047 इंच)
वे ंग की ित और िदशा (Position & direction of weld-
ing)
a ित (Position): पाइप झुका आ (6G)
b वे ंग की िदशा (Direction of Welding): ट, हॉट पास,
िफल 1: विट कल डाउन
शेष: िफलर (s) और कै प पास: विट कल अप
शी ंग गैस (Shielding gas)
ट, हॉट पास और िफल 1 (Root, Hot Pass & Fill 1): N/A
तकनीक (Technique)
ंगर या वेव बीड (Stringer or Weave Bead):
ट और हॉट पास (Root & Hot pass): ंगर
िफल एं ड कै प: वीव/ ंगर
वे परतों की सं ा (Number of Weld Layers): पाइप मोटाई
के आकार के अनुसार
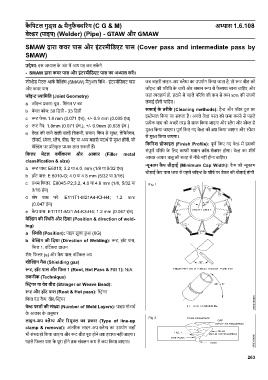
लाइन-अप ै और रमूवल का कार (Type of line-up
clamp & removal): आंत रक लाइन-अप ै का उपयोग जहाँ
भी संभव हो िकया जाएगा और ट बीड पूरा होने तक हटाया नहीं जाएगा।
पहले िफलर पास के पूरा होने तक संचलन कम से कम िकया जाएगा।
263