
Page 250 - Welder(Pipe) - TP - Hindi
P. 250
• टैिकं ग और वे ंग के िलए C.C.M.S िफलर रॉड 1.6 mm ø का • ेम को सीवन (वे ंग लाइन) की शु आत म गन से 60° - 70° के
चयन कर । कोण पर दािहनी ओर िनद िशत कर ।
सुर ा प रधान और गैस वे ंग च े पहन । • िफलर रॉड को सीम के साथ 30° - 40° के कोण पर बाईं ओर पकड़ ।
• ूट ल ेम सेट कर । • िकनारों को समान प से ूज कर और िफलर मेटल को ऊपर और
• 1.6 mm ø िफलर रॉड का उपयोग करके टुकड़ों को दोनों िसरों पर नीचे (िप न की तरह) गित से जॉइ कर और बाईं ओर वे करने
के िलए आगे बढ़ ।
और बीच म दाएं छोर पर 1 mm ट गैप और बाएं छोर पर 1 mm
ट गैप का उपयोग कर । • ह ी गोलाकार गित के साथ ोपाइप की एक समान गित बनाए
टैक को अ ी तरह से जोड़ा जाना चािहए और वेश िकया रख ।
जाना चािहए और जॉइ के नीचे की तरफ िकया जाना • बाएं छोर पर क , ग ा भर और वे पूरा कर ।
चािहए।
• वे ेड जॉइ को साफ कर और िवकृ ित को दू र कर ।
• संरेखण और ट गैप की जांच कर और यिद आव क हो तो रीसेट
कर । • िन िल खत के िलए इं े न ारा जॉइ का इं े न कर :
- िबना अंडरकट के बीड की समान चौड़ाई और ऊं चाई के साथ
• टैक को साफ कर और जॉब को वे ंग टेबल पर फायर ि क सपोट
मामूली उ लता।
के ऊपर ैट पोजीशन म सेट कर ।
- सरं ता के िबना समान तरंग ।
टैक वे को ओर नीचे की ओर मोड़ ।
- समान ट बीड।
• जॉब के दािहने छोर पर वे शु कर ।
कौशल म (Skill Sequence)
ायर बट जॉइ (Square butt joint)
उ े : यह आपको सहायक होगा
• GTAW ारा MS पर वगा कार बट जॉइ ।
तैयारी (Preparation): 150×50×2.0 mm आकार के जॉब पीस – कील-वे की लंबाई 6 mm है।
को िशय रंग और िफर फाइिलंग ारा तैयार कर । टैक वे को वे िकए जाने वाले जॉइ के पीछे की तरफ और जॉइ
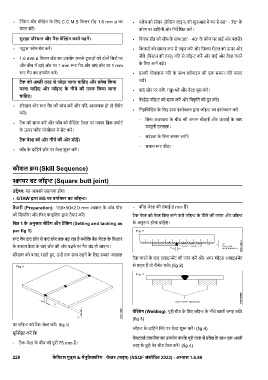
िच 1 के अनुसार सेिटंग और टैिकं ग (Setting and tacking as के अनु प होना चािहए।
per fig 1)
ट गैप दाएं छोर से बाएं छोर तक बढ़ रहा है ों िक बेस मेटल के िव ार
के कारण वे के बाएं छोर की ओर बढ़ने पर गैप बंद हो जाएगा।
संरेखण को बनाए रखते ए, उ एक साथ रखने के िलए समान अंतराल
टैक करने के बाद एलाइनम ट की जांच कर और अगर शीट्स अलाइनम ट
से बाहर ह तो रीसेट कर । (fig 2)
वे ंग (Welding): पूरी बीड के िलए जॉइ के नीचे खाली जगह रख ।
(fig 3)
पर जॉइ को टैक-वे कर । (fig 1)
जॉइ के दािहने िसरे पर वे शु कर । (fig 4)
सुिनि त कर िक
ले वड तकनीक का उपयोग करके पूरी तरह से वेश के साथ एक अ ी
- टैक-वे के बीच की दू री 75 mm है।
तरह से जुड़े वेव बीड वे कर । (fig 4)
228 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.6.88