
Page 243 - Welder(Pipe) - TP - Hindi
P. 243
कै िपटल गुड्स & मैनुफै रंग (C G & M) अ ास 1.6.85
वे र (पाइप) (Welder) (Pipe) - GTAW और GMAW
5G ित म इंटरमीिडएट और कवर पास वे ंग (Intermediate and cover pass welding in
5G position)
उ े : इस अ ास के अंत म आप यह कर सक गे
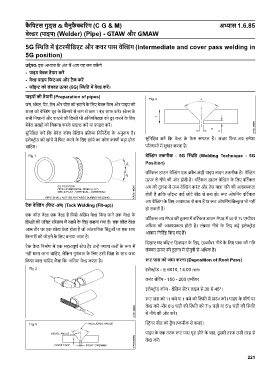
• पाइप बेवल तैयार कर
• वे पाइप िफटअप और टैक कर
• जॉइ को लंबवत ऊपर (5G) ित म वे कर ।
पाइपों की तैयारी (Preparation of pipes)
जंग, े ल, प ट, तेल और ीस को हटाने के िलए बेवल फे स और पाइप की
सतह को वे ंग ूव के िकनारे से कम से कम 1 इंच साफ कर । े ल के
सभी िनशानों और काटने की िकसी भी अिनयिमतता को दू र करने के िलए
बेवेल सतहों को िचकना करके ाइ कर या फ़ाइल कर ।
सुिनि त कर िक बेवेल कोण वे ंग ि या िविनद श के अनु प है।
इले ोड को खांचे म िफट करने के िलए खांचे का कोण काफी बड़ा होना सुिनि त कर िक वे के फे स समतल ह । अ ा िफट-अप हमेशा
चािहए। प रणामों म सुधार करता है।
वे ंग तकनीक - 5G ित (Welding Technique - 5G
Position)
विट कल डाउन वे ंग एक ॉस-कं ट ी पाइप लाइन तकनीक है। वे ंग
ऊपर से नीचे की ओर होती है। विट कल डाउन वे ंग के िलए विट कल
अप की तुलना म उ वे ंग करंट और तेज या ा गित की आव कता
होती है तािक जॉइ कई छोटे बीड से बना हो। ट ओपिनंग विट कल
अप वे ंग के िलए आव क से कम ह या ट ओपिनंग िब ु ल भी नहीं
टैक वे ंग (िफट-अप) (Tack Welding (Fit-up))
हो सकती है।
एक कील वे एक वे है िजसे अंितम वे िकए जाने तक वे के विट कल अप मेथड की तुलना म विट कल डाउन मेथड म 50 से 75 ए ीयर
िह ों को उिचत संरेखण म रखने के िलए बनाया गया है। एक कील वे अिधक की आव कता होती है। लंबवत नीचे के िलए बड़े इले ोड
आम तौर पर एक छोटा वे होता है जो आंतराियक िबंदुओं पर एक साथ आकार िनिद िकए गए ह ।
िकनारों को जोड़ने के िलए बनाया जाता है।
िदखाए गए जॉइ िडज़ाइन के िलए, ऊ ा धर नीचे के िलए या ा की गित
टैक वे िनमा ण म एक मह पूण ेप है। उ नग त ों के प म
लंबवत ऊपर की तुलना म दोगुनी से अिधक है।
नहीं माना जाना चािहए, लेिकन गुणव ा के िलए उसी िचंता के साथ जमा
िकया जाना चािहए जैसा िक ‘अंितम’ वे करता है। ट पास को जमा करना (Deposition of Root Pass)
इले ोड - E 6010, f 4.00 mm
करंट सेिटंग - 150 - 200 ए ीयर
इले ोड कोण - ैितज स टर लाइन से 30 से 45°।
ट पास को 11 बजे या 1 बजे की ित म ारंभ कर । पाइप के शीष पर
वे कर और 6’o घड़ी की ित को 7’o घड़ी या 5’o घड़ी की ित
से नीचे की ओर कर ।
ंगर बीड को ड ैग तकनीक से बनाएं ।
पाइप के एक तरफ ट पास पूरा होने के बाद, दू सरी तरफ उसी तरह से
वे कर ।
221