
Page 208 - Welder(Pipe) - TP - Hindi
P. 208
ट रन के दौरान एक कीहोल सुिनि त कर ।
हो र म इले ोड का कोण 120 िड ी होना चािहए तािक इले ोड को
वे की रेखा से 80 िड ी पर पकड़ना सुिवधाजनक हो।
आक की लंबाई कम होनी चािहए।
ट पेनेट ेशन की गहराई 1.6 िममी से अिधक नहीं होनी
चािहए।
ैग को हटा द और एक िचिपंग हैमर और वायर श का उपयोग करके
ट रन को साफ कर ।
ट लेयर पर 160 ए यर करंट के साथ 4 mm ास वाले MS
इले ोड का उपयोग करके दू सरा रन िडपॉिजट कर और थोड़ा साइड म
इले ोड मूवम ट कर ।
ैग िनकाल और वे बीड को अ ी तरह से साफ कर ।
वे के टोज पर िनयिमत प से 4 mm ास वाले MS इले ोड और
160 ए ीयर करंट का उपयोग करके तीसरी परत जमा कर ।
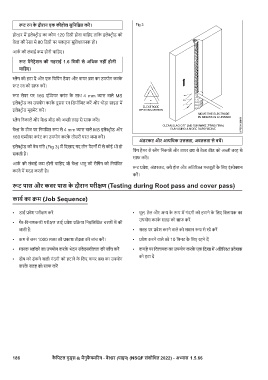
अंडरकट और अ िधक उ लता, अवतलता से बच ।
इले ोड की वेव गित (Fig 3) म िदखाए गए तीन पैटन म से कोई भी हो िपंग हैमर से ैग िनकाल और वायर श से वे बीड को अ ी तरह से
सकती है।
साफ कर ।
आक की लंबाई कम होनी चािहए जो वे धातु की सैिगंग को िनयंि त
ट वेश, अंडरकट, ो होल और अित र मजबूती के िलए इं े न
करने म मदद करती है।
कर ।
ट पास और कवर पास के दौरान परी ण (Testing during Root pass and cover pass)
काय का म (Job Sequence)
• डाई वेश परी ण कर • धूल, तेल और अ के प म गंदगी को हटाने के िलए िवलायक का
उपयोग करके सतह को साफ कर
• गैर-िवनाशकारी परी ण डाई वेश ि या िन िल खत चरणों म की
जाती है: • सतह पर वेश करने वाले को समान प से े कर
• कम से कम 1000 ल की काश ती ता की जांच कर । • वेश करने वाले को 10 िमनट के िलए रहने द
• मानक ॉकों का उपयोग करके भेदन संवेदनशीलता की जाँच कर • कपड़े पर िवलायक का उपयोग करके एक िदशा म अित र वेशक
को हटा द
• दोष को ढंकने वाली गंदगी को हटाने के िलए वायर श का उपयोग
करके सतह को साफ कर
186 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.5.66