
Page 115 - Welder(Pipe) - TP - Hindi
P. 115
काय का म (Job Sequence)
• आकार के अनुसार 10 mm मोटी MS ेट काट । • जॉइ को ैितज ित म इस तरह िफ कर िक 45° बेवेल वाला
म बर टॉप म बर के प म और 15° बेवेल वाला म बर नीचे म बर के
• िकनारों को बेवेल कर ।
प म हो।
• गैस किटंग ारा ेटों म से एक को 45° तक बेवेल िकया जाता है।
• ऊपर की ेट से शु करते ए ट रन जमा कर और नीचे की ेट
• दू सरी ेट को गैस किटंग ारा 15° तक बेवेल िकया जाता है। को भी ूज कर । बाहर के मा म से एक समान बीड बनाए रख ।
• िकनारों को साफ कर और सभी अित र धातु को हटाएं • ैितज ित म जोड़ को पूरा करने के िलए दू सरा और अंितम तीसरा
• िवकृ ित को िनयंि त करने के िलए िसंगल ‘V’ को ीसेट कर । रन जमा कर ।
सुर ा व पहन । • ेक रन को डी ैग कर और बीड को साफ कर ।
• बेवे ेटों को 2 mm के ट गैप के साथ टैक कर । • दोष के िलए वे ेड जोड़ का िनरी ण कर ।
कौशल म (Skill Sequence)
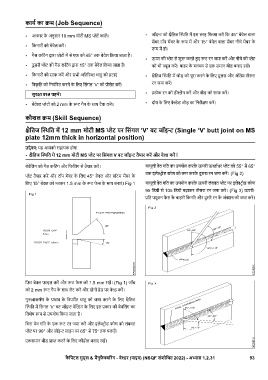
ैितज ित म 12 mm मोटी MS ेट पर िसंगल ‘V’ बट जॉइ (Single ‘V’ butt joint on MS
plate 12mm thick in horizontal position)
उ े : यह आपको सहायक होगा
• ैितज ित म 12 mm मोटी MS ेट पर िसंगल V बट जॉइ तैयार कर और वे कर ।
बेवेिलंग को गैस किटंग और िफिलंग से तैयार कर । मामूली वेव गित का उपयोग करके ऊपरी ऊ ा धर ेट को 55° से 65°
तक इले ोड कोण को कम करके दू सरा रन जमा कर । (Fig 2)
ेट तैयार कर और टॉप म बर के िलए 45° बेवल और बॉटम म बर के
िलए 15° बेवल को भरकर 1.5 mm के ट फे स के साथ बनाएं । Fig 1 मामूली वेव गित का उपयोग करके ऊपरी लंबवत ेट पर इले ोड कोण
95 िड ी से 105 िड ी बढ़ाकर तीसरा रन जमा कर । (Fig 3) ऊपरी-
ित ूजन फे स के बाहरी िकनारे और दू सरे रन के जं न को जमा कर ।
िफर बेवल फाइल कर और ट फे स को 1.5 mm रख । (Fig 1) जॉब
को 2 mm ट गैप के साथ सेट कर और दोनों हेड पर वे कर ।
गु ाकष ण के भाव के िवपरीत धातु को जमा करने के िलए ैितज
ित म िसनल ‘V’ बट जॉइ वे ंग के िलए इस कार की बेविलंग का
िवशेष प से उपयोग िकया जाता है।
िबना वेव गित के एक ट रन जमा कर और इले ोड कोण को लंबवत
ेट पर 90° और जॉइ लाइन पर 65° से 75° तक पकड़ ।
एकसमान बीड ा करने के िलए कीहोल बनाए रख ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.31 93