
Page 58 - TDM - 1st Year - TT - Hindi
P. 58
फ़ाइल िविनद शों और ेड (File specifications and grades)
उ े : इस पाठ के अंत म आप यह जान सक गे :
• बताएं िक फ़ाइल कै से िनिद की जाती ह
• फ़ाइलों के िविभ ेड की ा ा कर
• फ़ाइल के ेक ेड के अनु योग को बताएं ।
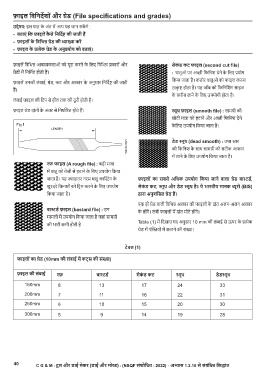
फ़ाइल िविभ आव कताओं को पूरा करने के िलए िविभ कारों और सेकं ड कट फाइल (second cut file)
ेडों म िनिम त होती ह । : धातुओं पर अ ी िफिनश देने के िलए योग
फ़ाइल उनकी लंबाई, ेड, कट और आकार के अनुसार िनिद की जाती िकया जाता है। कठोर धातुओं को फाइल करना
ह । उ ृ होता है। यह जॉब को िफिनिशंग साइज
के करीब लाने के िलए उपयोगी होता है।
लंबाई फ़ाइल की िटप से हील तक की दू री होती है।
फ़ाइल ेड दांतों के अंतर से िनधा रत होते ह । ूथ फ़ाइल (smooth file) : साम ी की
छोटी मा ा को हटाने और अ ी िफिनश देने
के िलए उपयोग िकया जाता है।
डेड ूथ (dead smooth) : उ र
की िफिनश के साथ साम ी को सटीक आकार
म लाने के िलए उपयोग िकया जाता है।
रफ फाइल (A rough file) : बड़ी मा ा
म धातु को तेजी से हटाने के िलए उपयोग िकया
जाता है। यह ादातर नरम धातु का ंग के फ़ाइलों का सबसे अिधक उपयोग िकया जाने वाला ेड बा ड ,
खुरदरे िकनारों को िट म करने के िलए उपयोग सेकं ड कट, ूथ और डेड ूथ है। ये भारतीय मानक ूरो (BIS)
िकया जाता है। ारा अनुशंिसत ेड ह ।
एक ही ेड वाली िविभ आकार की फाइलों के दांत अलग-अलग आकार
बा ड फ़ाइल (bastard file) : उन के होंगे। लंबी फाइलों म दांत मोटे होंगे।
मामलों म उपयोग िकया जाता है जहां साम ी
Table (1) म िदखाए गए अनुसार 10 mm की लंबाई से ऊपर के ेक
की भारी कमी होती है
ेड म पं यों म काटने की सं ा।
टेबल (1)
फाइलों का ेड (10mm की लंबाई म कट्स की सं ा)
फ़ाइल की लंबाई रफ़ बा ड सेकं ड कट ूथ डेड ूथ
150mm 8 13 17 24 33
200mm 7 11 16 22 31
250mm 6 10 15 20 30
300mm 5 9 14 19 28
40 C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.2.16 से संबंिधत िस ांत