
Page 266 - TDM - 1st Year - TT - Hindi
P. 266
‘nʼ ांितयों के िलए फ़ीड ‘uʼ = Sz xZxNmm/min. िमिलंग का समय िनधा रत कर ।
जहाँ n = V x 1000 = 12 x 1000 = 48 r.p.m
dx 80 x
‘Uʼ = कु ल फ़ीड ित िमनट
कु ल िमिलंग समय = Lxi
Z = कटर के दांतों की सं ा
SzxZxn
n = r.p.m. कटर का
(L = l + la + lx)
‘th’ की गणना (Calculation of ‘th’) (Fig 3)
िमिलंग समय = कटर ट ेवल x ट ेवल की सं ा (i)
ित िमनट फीड
= Lxi = Lxi
u SzxZxn
= कटर ट ेवल x ट ेवल की सं ा ित दांत
सं ा फ़ीड। कटर xr.p.m के दांतों की।
िमिलंग समय िनधा रत करने के िलए, कटर L की कु ल या ा
की गणना की जाती है और यह l+ la + lx के बराबर है जहां
एल काम की लंबाई है, ला a(d − a) के बराबर गणना की
जाने वाली रन अप है और एलए ात मू होगा।
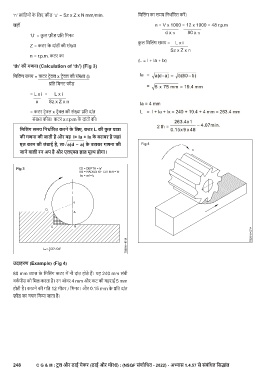
उदाहरण (Example) (Fig 4)
80 mm ास के िमिलंग कटर म नौ दांत होते ह । यह 240 mm लंबी
वक पीस को िमल करता है। रन ओवर 4mm और कट की गहराई 5mm
होती है। काटने की गित 12 मीटर / िमनट। और 0.15 mm के ित दांत
फ़ीड का चयन िकया जाता है।
248 C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.4.57 से संबंिधत िस ांत