
Page 259 - TDM - 1st Year - TT - Hindi
P. 259
अप िमिलंग और डाउन िमिलंग (Up milling and down milling)
उ े : इस पाठ के अंत म आप यह जान सक गे
• ‘अपʼ िमिलंग और ‘डाउनʼ िमिलंग के बीच अंतर करना
• ‘अपʼ िमिलंग और ‘डाउनʼ िमिलंग के फायदे और नुकसान बताएं ।
दो ऑपरेिटंग ि याओं को उन िदशाओं से अलग िकया जाता है िजसम
कटर के दांत और वक पीस की फीड चलती है।
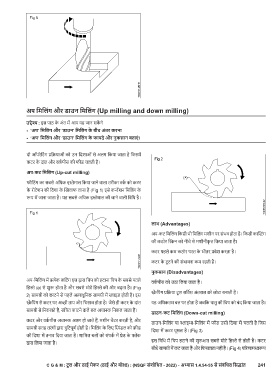
अप-कट िमिलंग (Up-cut milling)
फीिडंग का सबसे अिधक इ ेमाल िकया जाने वाला तरीका वक को कटर
के रोटेशन की िदशा के खलाफ लाना है (Fig 1) इसे क शन िमिलंग के
प म जाना जाता है। यह सबसे अिधक इ ेमाल की जाने वाली िविध है।
लाभ (Advantages)
अप-कट िमिलंग िकसी भी िमिलंग मशीन पर संभव होता है। िकसी का ंग
की कठोर न को नीचे से मशीनीकृ त िकया जाता है।
कटर पहले कम कठोर परत के भीतर वेश करता है।
कटर के टू टने की संभावना कम रहती है।
नुकसान (Disadvantages)
अप-िमिलंग म ेक किटंग एज ारा िचप को हटाना िचप के सबसे पतले वक पीस को उठा िलया जाता है।
िह े (a) से शु होता है और सबसे मोटे िह े की ओर बढ़ता है। (Fig
ै िपंग ि या टू ल सिव स अंतराल को छोटा बनाती है।
2) साम ी को काटने से पहले अ ाधुिनक साम ी म ाइड होती है। इस
ै िपंग से कटर पर अ ी ताप और िघसाव होता है। जैसे ही कटर के दांत यह अिधकतम बल पर होता है जबिक धातु की िचप को बंद िकया जाता है।
साम ी से िनकलते ह , संिचत काटने वाले बल अचानक िनकल जाता ह ।
डाउन-कट िमिलंग (Down-cut milling)
कटर और वक पीस अचानक अलग हो जाते ह , मशीन चैटर करती है, और
डाउन-िमिलंग या ाइ -िमिलंग म फीड उसी िदशा म चलती है िजस
साम ी सतह तरंगों ारा ुिटपूण होती है। िमिलंग के िलए ंडल को फ़ीड
िदशा म कटर घूमता है। (Fig 3)
की िदशा म तनाव िदया जाता है। शािमल बलों को संपक म ेड के क
ारा िलया जाता है। इस िविध म िचप हटाने की शु आत सबसे मोटे िह े से होती है। कटर
सीधे साम ी म कट जाता है और िफसलता नहीं है। (Fig 4) प रणाम प
C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.4.54-55 से संबंिधत िस ांत 241