
Page 247 - TDM - 1st Year - TT - Hindi
P. 247
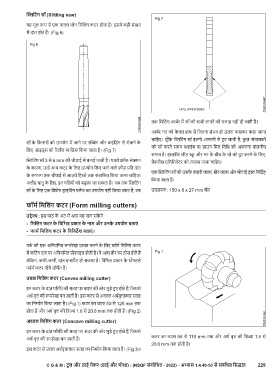
िटंग सॉ (Slitting saw)
यह मूल प से एक पतला ेन िमिलंग कटर होता है। इसम बड़ी सं ा
म दांत होते ह । (Fig 6)
तक िमिलंग आब र म सॉ की चाबी लगाने की सलाह नहीं दी जाती है।
आब र नट को के वल हाथ से िजतना संभव हो उतना कसकर कसा जाना
चािहए। चूँिक िटंग सॉ इतनी आसानी से टू ट जाती है, कु छ संचालकों
सॉ के िकनारों को उपयोग म आने पर र ंग और बाइंिडंग से रोकने के
िलए, साइड्स को रलीव या िडश िकया जाता है। (Fig 7) को सॉ करते समय ाइंब या डाउन-िमल िविध को अपनाना वांछनीय
लगता है। हालांिक लीड ू और नट के बीच के े को दू र करने के िलए,
िटंग सॉ 3 से 6 mm की चौड़ाई म बनाई जाती है। पतले ॉस-से न बैकलैश एिलिमनेटर को लगाया जाना चािहए।
के कारण, उ अ कटर के िलए उपयोग िकए जाने वाले फ़ीड ित दांत
के लगभग एक चौथाई से आठव िह े तक संचािलत िकया जाना चािहए। एक िटंग सॉ को उसके बाहरी ास, बोर ास और मोटाई ारा िनिद
अलौह धातु के िलए, इन गितयों को बढ़ाया जा सकता है। जब तक िटंग िकया जाता है।
सॉ के िलए एक िवशेष ड ाइिवंग ज का उपयोग नहीं िकया जाता है, तब उदाहरण : 150 x 6 x 27 mm बोर
फॉम िमिलंग कटर (Form milling cutters)
उ े : इस पाठ के अंत म आप यह जान सक गे
• िमिलंग कटर के िविभ कार के नाम और उनके उपयोग बताएं
• फाम िमिलंग कटर के िविनद श बताएं ।
वक की एक अिनयिमत परेखा उ करने के िलए फॉम िमिलंग कटर
म किटंग एज पर अिनयिमत ोफ़ाइल होती है। वे आम तौर पर ठोस होते ह
लेिकन, कभी-कभी, दांत इ ट ड हो सकता है। िविभ कार के ै ड
फॉम कटर नीचे विण त ह ।
उ ल िमिलंग कटर (Convex milling cutter)
इन कटर के दांत प रिध की सतह पर बाहर की ओर मुड़े ए होते ह , िजससे
अध वृ की परेखा बन जाती है। इस कटर से अवतल अध वृ ाकार सतह
का िनमा ण िकया जाता है। (Fig 1) कटर का ास 50 से 125 mm तक
होता है और अध वृ की ि ा 1.6 से 20.0 mm तक होती है। (Fig 2)
अवतल िमिलंग कटर (Concave milling cutter)
इन कटर के दांत प रिध की सतह पर अंदर की ओर मुड़े ए होते ह , िजससे
अध वृ की परेखा बन जाती है। कटर का ास 56 से 110 mm तक और अध वृ की ि ा 1.5 से
20.0 mm तक होती है।
इस कटर से उ ल अध वृ ाकार सतह का िनमा ण िकया जाता है। (Fig 3)।
C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.4.49-50 से संबंिधत िस ांत 229