
Page 222 - TDM - 1st Year - TT - Hindi
P. 222
लाभ (Advantages) नुकसान (Disadvantages)
- आंत रक और बाहरी दोनों टेपर का उ ादन िकया जा सकता है। - के वल बाहरी टेपर को ट िकया जा सकता है।
- ीप टेपस का उ ादन िकया जा सकता है। - ऑफसेट की सटीक सेिटंग मु ल है।
- कं पाउंड रे की इजी सेिटंग। - ट पर टिन ग तब संभव है जब वक के वल क ों के बीच हो।
नुकसान (Disadvantages) - वक के क म िड ल िकए गए िछ ों को नुकसान प ंचाता है।
- िसफ हाथ से फीड िदया जा सकता है। - लेथ क ों के संरेखण म गड़बड़ी होती है।
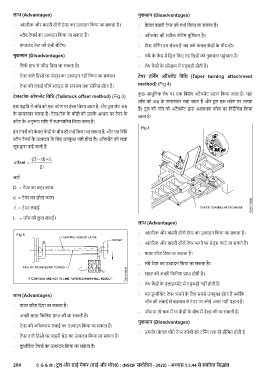
- टेपर वाले िह े पर ेड्स का उ ादन नहीं िकया जा सकता। टेपर टिन ग अटैचम ट िविध (Taper turning attachment
- टेपर की लंबाई शीष ाइड के संचलन तक सीिमत होता है। method) (Fig 4)
कु छ आधुिनक लेथ पर एक िवशेष अटैचम ट दान िकया जाता है। यहां
टेल ॉक ऑफसेट िविध (Tailstock offset method) (Fig 3)
जॉब को अ के समानांतर रखा जाता है और टू ल एक कोण पर चलता
इस प ित म जॉब को एक कोण पर हे िकया जाता है, और टू ल लेथ अ
है। टू ल की गित को अटैचम ट ारा आव क कोण पर िनद िशत िकया
के समानांतर चलता है। टेल ॉक के बॉडी को उसके आधार पर टेपर के
जाता है।
कोण के अनु प रािश म थानांत रत िकया जाता है।
इन टेपस को के वल क ों के बीच ही ट िकया जा सकता है, और यह िविध
ीप टेपस के उ ादन के िलए उपयु नहीं होता है। ऑफ़सेट की मा ा
सू ारा पाई जाती है
(D d) L
offset
I 2
जहाँ
D = टेपर का बड़ा ास
d = टेपर का छोटा ास
l = टेपर लंबाई
L = जॉब की कु ल लंबाई।
लाभ (Advantages)
- आंत रक और बाहरी दोनों टेपर का उ ादन िकया जा सकता है।
- आंत रक और बाहरी दोनों टेपर भागों पर ेड्स काटे जा सकते ह ।
- पावर फीड िदया जा सकता है।
- लंबे टेपर का उ ादन िकया जा सकता है।
- सतह की अ ी िफिनश ा होती है।
- लेथ क ों के एलाइनम ट म गड़बड़ी नहीं होती है।
लाभ (Advantages) - यह डु ीके ट टेपर बनाने के िलए सबसे उपयु होता है ों िक
जॉब की लंबाई म बदलाव से टेपर पर कोई असर नहीं पड़ता है।
- पावर फीड िदया जा सकता है।
- जॉब या तो चक म या क ों के बीच म हे की जा सकती है।
- अ ी सतह िफिनश ा की जा सकती है।
नुकसान (Disadvantages)
- टेपर की अिधकतम लंबाई का उ ादन िकया जा सकता है।
- उपयोग के वल धीमे टेपर कोणों को टिन ग तक ही सीिमत होती है
- टेपर वाले िह े पर बाहरी ेड का उ ादन िकया जा सकता है।
- डु ीके ट टेपस का उ ादन िकया जा सकता है।
204 C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.3.44 से संबंिधत िस ांत