
Page 204 - TDM - 1st Year - TT - Hindi
P. 204
ये चक आधुिनक मशीनों म ापक प से उपयोग िकए जाते ह ों िक वे
वक पीस का सटीक ए -वाइज थान दान करते ह । ि िपंग या ोिजंग
ऑपरेशन के दौरान चक एं ड-वाइज नहीं िहलता है। इन चक को राउंड,
हे ागोनल या ायर बास को पकड़ने के िलए बनाया जाता है, और जब
वे पकड़ म नहीं आते ह , तो वे कोर के साथ संपक बनाए रखते ह और इस
तरह ारफ और िच कोलेट और कोर के बीच कले ंग होने से रोकते
ह ।
इन चक के साथ नुकसान यह है िक ेक कोलेट को ि प बार के िलए
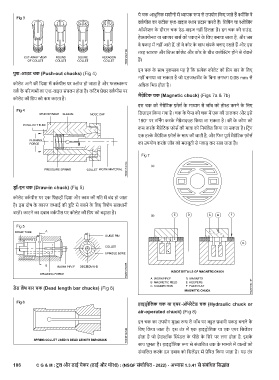
पुश-आउट चक (Push-out chucks) (Fig 4)
नहीं बनाया जा सकता है जो एडज म ट के िबना लगभग 0.08 mm से
कोलेट आगे की िदशा म वक पीस पर ोज हो जाता है और फल प अिधक िभ होता है।
वक के प रणामों का ए -वाइज संचलन होता है। किटंग ेशर वक पीस पर
मै ेिटक चक (Magnetic chuck) (Figs 7a & 7b)
कोलेट की ि प को कम करता है।
इस चक को मै ेिटक फ़ोस के मा म से जॉब को हो करने के िलए
िडज़ाइन िकया गया है। चक के फे स को चक म एक की डालकर और इसे
180° पर टिन ग करके मै ेटाइ ड िकया जा सकता है। की के कोण को
कम करके मै ेिटक फ़ोस की मा ा को िनयंि त िकया जा सकता है। िट ंग
एक ह े मै ेिटक फ़ोस के साथ की जाती है, और िफर पूण मै ेिटक फ़ोस
का उपयोग करके जॉब को मजबूती से पकड़ कर रखा जाता है।
ड ॉ-इन चक (Draw-in chuck) (Fig 5)
कोलेट वक पीस पर एक िपछड़ी िदशा और काम की गित म बंद हो जाता
है। इस दोष के कारण ल ाई की ुिट से बचने के िलए िवशेष सावधानी
बरत । काटने का दबाव वक पीस पर कोलेट की ि प को बढ़ाता है।
डेड ल थ बार चक (Dead length bar chucks) (Fig 6)
हाइड ोिलक चक या एयर-ऑपरेटेड चक (Hydraulic chuck or
air-operated chuck) (Fig 8)
इन चक का उपयोग मु प से जॉब पर ब त भावी पकड़ बनाने के
िलए िकया जाता है। इस तं म एक हाइड ोिलक या एक एयर िसल डर
होता है जो हेड ॉक ंडल के पीछे के िसरे पर लगा होता है, इसके
साथ घूमता है। हाइड ॉिलक प से संचािलत चक के मामले म वा ों को
संचािलत करके व दबाव को िसल डर म ेिषत िकया जाता है। यह तं
186 C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.3.41 से संबंिधत िस ांत