
Page 156 - TDM - 1st Year - TT - Hindi
P. 156
इंड न हाड िनंग (Induction hardening)
उ े : इस पाठ के अंत म आप यह जान सक गे :
• इंड न हाड िनंग िविध की ि या बताएं
• इंड न हाड िनंग ि या के लाभ बताएं ।
इंड न हाड िनंग (Induction hardening) - पारंप रक ताप उपचार की तुलना म कम िव पण उ करती है
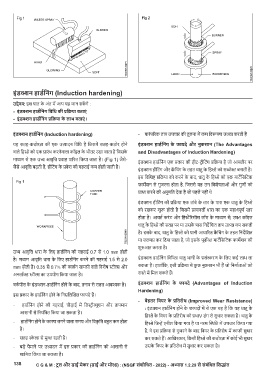
यह सतह-कठोरता की एक उ ादन िविध है िजसम सतह-कठोर होने इंड न हाड िनंग के फायदे और नुकसान (The Advantages
वाले िह े को एक ारंभ करनेवाला कॉइल के भीतर रखा जाता है िजसके and Disadvantages of Induction Hardening)
मा म से एक उ आवृि वाह पा रत िकया जाता है। (Fig 1) जैसे-
इंड न हाड िनंग एक कार की हीट-ट ीिटंग ि या है जो आमतौर पर
जैसे आवृि बढ़ती है, हीिटंग के वेश की गहराई कम होती जाती है।
इंड न हीिटंग और िचंग के तहत धातु के िह े को स े बनाती है।
इस िविश ि या को करने के बाद, धातु के िह े को एक माट िसिटक
फाम शन से गुजरना होता है, िजससे यह उन िवशेषताओं और गुणों को
ा करने की अनुमित देता है जो पहले नहीं थे
इंड न हीिटंग की ि या एक तांबे के तार के पास एक धातु के िह े
को रखकर शु होती है िजसम ावत धारा का एक मह पूण र
होता है। आवत करंट और िह ै रसीस लॉस के मा म से, उ कॉइल
धातु के िह े की सतह पर या उसके पास िनद िशत ताप उ कर सकती
है। इसके बाद, धातु के िह े को पानी आधा रत िचंग के तहत िनद िशत
या जलम कर िदया जाता है, जो इसके पूव माट िसिटक फाम शन की
शु आत करता है।
उ आवृि धारा के िलए हाड िनंग की गहराई 0.7 से 1.0 mm होती
है। म म आवृि धारा के िलए हाड िनंग करने की गहराई 1.5 से 2.0 इंड न हाड िनंग िविभ धातु भागों के सं रण के िलए कई लाभ ला
mm होती है। 0.35 से 0.7% की काब न साम ी वाले िवशेष ी और सकता है। हालाँिक, इसी ि या म कु छ नुकसान भी ह जो िनमा ताओं को
अनलॉ ड ी का उपयोग िकया जाता है। रा े म िमल सकते ह ।
वक पीस के इंड न-हाड िनंग होने के बाद, तनाव से राहत आव क है। इंड न हाड िनंग के फायदे (Advantages of Induction
Hardening)
इस कार के हाड िनंग होने के िन िल खत फायदे ह ।
- बेहतर िवयर के ितरोध (Improved Wear Resistance)
- हाड िनंग होने की गहराई, चौड़ाई म िड ी ूशन और तापमान
: इंड न हाड िनंग होने के फायदों म से एक यह है िक यह धातु के
आसानी से िनयंि त िकया जा सकता है।
िह े के िवयर के ितरोध को भाV ढंग से सुधार सकता है। धातु के
- हाड िनंग होने के कारण लगने वाला समय और िवकृ ित ब त कम होता िह े िज एनील िकया गया है या नरम थित म उपचार िकया गया
है। है, वे इस ि या से गुजरने के बाद िवयर के ितरोध म काफी सुधार
- सतह े से मु रहती है। कर सकते ह । आ खरकार, िकसी िह े की कठोरता म कोई भी सुधार
- बड़े पैमाने पर उ ादन म इस कार की हाड िनंग को आसानी से उसके िवयर के ितरोध म सुधार कर सकता है।
शािमल िकया जा सकता है।
138 C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.2.29 से संबंिधत िस ांत