
Page 93 - TDM - 1st Year - TP - Hindi
P. 93
काय का म (Job Sequence)
टा 1: मािक ग और चेन िड िलंग (Marking and chain drilling)
• िदए गए क े माल के आकार की जांच कर ।
• ± 0.04 mm सटीकता बनाए रखते ए 70 x70 x11 mm के सम
आकार के िलए सतह पर सपाट और वगा कार पर रफ और िफिनश
फ़ाइल कर ।
• भाग 1 म जॉब ड ॉइंग और पंच िवटनेस मा के अनुसार साइज माक
कर ।
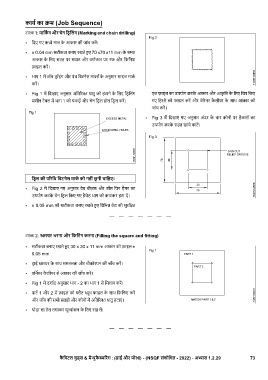
• Fig 1 म िदखाए अनुसार अित र धातु को हटाने के िलए िड िलंग एज फ़ाइल का उपयोग करके आकार और आकृ ित के िलए िचप िकए
मशीन टेबल म भाग 1 को पकड़ और चेन िड ल होल िड ल कर । गए िह े को फाइल कर और वे रनर कै लीपर के साथ आकार की
जांच कर ।
• Fig 3 म िदखाए गए अनुसार अंदर के चार कोनों पर हैकसॉ का
उपयोग करके राहत खांचे काट ।
िड ल की प रिध िवटनेस माक को नहीं छू नी चािहए।
• Fig 2 म िदखाए गए अनुसार वेब चीज़ल और बॉल िपन हैमर का
उपयोग करके चेन िड ल िकए गए हैचेड भाग को काटकर हटा द ।
• ± 0.05 mm की सटीकता बनाए रखते ए िविभ ेड की सुरि त
टा 2: ायर भरना और िफिटंग करना (Filling the square and fitting)
• सटीकता बनाए रखते ए 30 x 30 x 11 mm आकार की फ़ाइल ±
0.05 mm
• ट ाई ायर के साथ समतलता और चौकोरपन की जाँच कर ।
• विन यर कै लीपर से आकार की जाँच कर ।
• Fig 1 म दशा ए अनुसार भाग - 2 का भाग 1 से िमलान कर ।
• पाट 1 और 2 म फ़ाइल को ैट ूथ फाइल के साथ िफिनश कर
और जॉब की सभी सतहों और कोनों म अित र धातु हटाएं ।
• थोड़ा सा तेल लगाकर मू ांकन के िलए रख ल ।
कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - (NSQF संशोिधत - 2022) - अ ास 1.2.29 73