
Page 226 - TDM - 1st Year - TP - Hindi
P. 226
स टर होल को बाहर िनकलने से रोकने के िलए जॉब को पकड़ते समय िच
के अनुसार बाएं हाथ से जॉब को पकड़ ।
जैसा िक िदखाया गया है बाएं हाथ से जॉब का सपोट कर और दाएं हाथ से
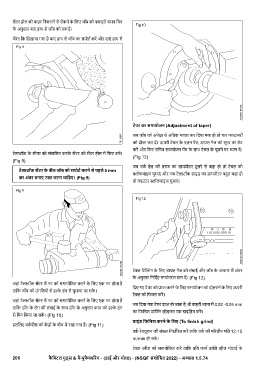
टेपर का समायोजन (Adjustment of taper)
जब जॉब को अपे ा से अिधक पतला कर िदया गया हो तो चार फा नरों
को ढीला कर द । ऊपरी टेबल के एलन प च, डायल गेज को शू पर सेट
कर और िफर सिच समायोजन प च के साथ टेबल के घूमने पर ान द ।
टेल ॉक के लीवर को संचािलत करके स टर को स टर होल म िफट कर ।
(Fig 12)
(Fig 9)
जब वक हेड की तरफ का डायमीटर दू सरे से बड़ा हो तो टेबल को
टेल ॉक स टर के बीच जॉब को सपोट करने से पहले 5 mm ॉकवाइज घुमाएं और जब टेल ॉक साइड का डायमीटर ब त बड़ा हो
का अंतर बनाए रखा जाना चािहए। (Fig 9)
तो काउंटर ॉकवाइज घुमाएं ।
टेबल िट ंग के िलए डायल गेज को लंबाई और जॉब के आकार म अंतर
के अनुसार िनिद पांतरण मान द । (Fig 12)
जहां टेल ॉक स टर म नट को समायोिजत करने के िलए एक नट होता है
तािक जॉब को उंगिलयों से ह े ढंग से घुमाया जा सके । िदए गए टेपर को ा करने के िलए समायोजन को दोहराने के िलए ऊपरी
टेबल को िफ कर ।
जहां टेल ॉक स टर म नट को समायोिजत करने के िलए एक नट होता है जब िदया गया टेपर ा हो जाता है, तो बाहरी ास म 0.02 -0.05 mm
तािक डॉग के लेग की लंबाई के साथ डॉग के अनुसार काम को ह े ढंग
का िफिनश मािज न छोड़कर रफ ाइंिडंग कर ।
से िपन िकया जा सके । (Fig 10)
ाइंड िफिनश करने के िलए (To finish grind)
इसिलए वक पीस को क ों के बीच म रखा गया है। (Fig 11)
वक रेवलूशन की सं ा िनधा रत कर तािक वक की प रधीय गित 12-15
m/min हो सके ।
टेबल ीड को समायोिजत कर तािक ित काय ांित ील मोटाई के
206 कै िपटल गुड्स & मै ुफै रंग - (डाई और मो ) - (NSQF संशोिधत 2022) - अ ास 1.5.74