
Page 210 - TDM - 1st Year - TP - Hindi
P. 210
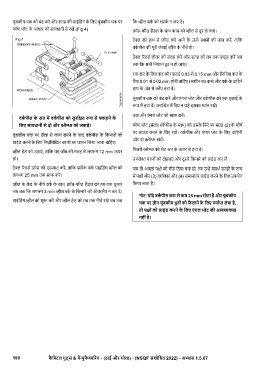
चुंबकीय चक को बंद कर और सतह की ाइंिडंग के िलए चुंबकीय चक पर िक ील वक को ाक न कर दे।
कोण ेट के आधार को सावधानी से रख (Fig 4) ॉस-फीड ह डल के साथ काम को ील से दू र ले जाएं ।
टेबल को हाथ से फ़ीड कर आगे के ऊं चे थानों की जांच कर , तािक
वक पीस की पूरी लंबाई ील के नीचे हो।
टेबल रवस लीवर को संल कर और सतह को तब तक ाइंड कर जब
तक िक सभी िनशान दू र न हो जाएं ।
रफ कट के िलए कट की गहराई 0.03 से 0.15 mm और िफिनश कट के
िलए 0.01 से 0.02 mm होनी चािहए। मशीन बंद करो और वक के दािहने
हाथ के अंत से प हटा द ।
चुंबकीय चक को बंद कर और एं गल ेट और वक पीस को एक इकाई के
प म हटा द । काय े म िव न पड़े इसका ान रख ।
चक और एं गल ेट को साफ कर ।
वक पीस के अंत म वक पीस को सुरि त प से पकड़ने के
िलए सावधानी से दो और ै को जकड़ । कोण ेट (संल वक पीस के साथ) को उसके िसरे पर सतह (2) के शीष
पर ाउंड करने के िलए रख । वक पीस और एं गल ेट के िलए दािहनी
चुंबकीय चक पर ठीक से काम करने के बाद वक पीस के िकनारों को
ाइंड करने के िलए िन िल खत चरणों का पालन िकया जाना चािहए। ओर दो ै बांध ।
ील हेड को उठाएं , तािक यह जॉब की सतह से लगभग 12 mm ऊपर िपछले ै को सेट अप के ऊपर से हटा द ।
हो। उपरो चरणों को दोहराएं और दूसरे िकनारे को ाइंड कर ल
टेबल रवस डॉ को एडज कर , तािक ेक वक ाइंिडंग ील को जब दो आस प ों को पीस िदया गया हो, तब उ संदभ सतहों के प
लगभग 25 mm तक साफ कर । म प ों और (3) वगा कार और (4) समानांतर ाइंड करने के िलए उपयोग
ील के क के नीचे वक के साथ, ॉस-फीड ह डल को तब तक घुमाएं िकया जाता है।
जब तक िक लगभग 3 mm ील वक के िकनारे को ओवरलैप न कर दे।
नोट: यिद वक पीस कम से कम 25 mm मोटा है और चुंबकीय
ाइंिडंग ील को शु कर और ील हेड को तब तक नीचे रख जब तक
चक पर तीन चुंबकीय ुवों को फै लाने के िलए पया लंबा है,
तो प ों को ाइंड करने के िलए एं गल ेट की आव कता
नहीं है।
190 कै िपटल गुड्स & मै ुफै रंग - (डाई और मो ) - (NSQF संशोिधत 2022) - अ ास 1.5.67