
Page 172 - TDM - 1st Year - TP - Hindi
P. 172
• ॉट के आकार की जाँच कर ।
• जॉब को रीसेट कर और िवपरीत िदशा म 25 x 10 का एक ॉट िमल
कर । (Fig 4)
• अित र धातु हटाए और माप कर ।
• 5mm मोटाई के िसिटंग सॉ से 5x25mm के ॉट को िमल कर ।
(Fig 5)
कौशल म (Skill sequence)
साइड और फे स िमिलंग कटर के साथ एक ॉट िमल कर (Mill a slot by side and face milling
cutter)
उ े : यह आपको सहायक होगा
• एक ॉट को एक तरफ से ाइंड कर और िमिलंग कटर को फे स कर ।
वक पीस को आित र धातु हटाएं और साफ कर ।
ड ाइंग के अनुसार काय को िचि त कर और लाइनों पर िवटनेस माक को
पंच कर ।
ेन िमिलंग मशीन पर ेन मशीन वाइस को इस तरह माउंट कर िक
वाइस जॉ कॉलम के समानांतर हों।
कटर का आकार चुन ।
कटर की चौड़ाई आव क खांचे की चौड़ाई से कम होनी चािहए।
िन िल खत अंगूठे के िनयम का उपयोग करते ए, लगभग कटर के ास
की गणना कर ।
r.p.m. की गणना कर चयिनत दीया के िलए। साइड और फे स कटर की।
उपल िनकटतम उ ास का चयन कर ।
अनुदै ट ैवस के ित िमनट फ़ीड की गणना कर ।
ास cutter/2 = (depth of slot + bore dia./2 + 20) x 2
r.p.m. सेट कर और फ़ीड कर ।
मशीन पर लंबे आब र और साइड और फे स िमिलंग कटर को माउंट कर ।
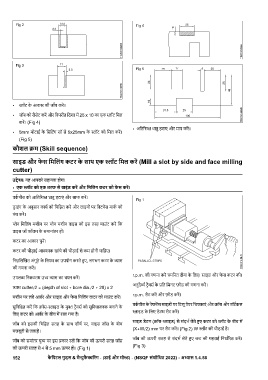
वक पीस के रेफर स साइडों पर िटशू पेपर िचपकाएं और ॉस और विट कल
सुिनि त कर िक ॉस- ाइड के मु ट ैवस को सुिवधाजनक बनाने के
िलए कटर को आब र के बीच म रखा गया है। ाइड के िलए डेटम सेट कर ।
साइड डेटम ( ॉस- ाइड) से संदभ लेते ए कटर को ॉट के बीच म
जॉब को इसकी िचि त सतह के साथ शीष पर, वाइस जॉस के बीच
(X+W/2) mm पर सेट कर । (Fig 2) W ॉट की चौड़ाई है।
मजबूती से जकड़ ।
जॉब की ऊपरी सतह से संदभ लेते ए कट की गहराई िनधा रत कर ।
जॉब को समांतर यु पर इस कार रख िक जॉब की ऊपरी सतह जॉस
(Fig 3)
की ऊपरी सतह से 4 से 5 mm ऊपर हो। (Fig 1)
152 कै िपटल गुड्स & मै ुफै रंग - (डाई और मो ) - (NSQF संशोिधत 2022) - अ ास 1.4.58