
Page 165 - TDM - 1st Year - TP - Hindi
P. 165
कै िपटल गुड्स & मै ुफै रंग (C G & M) अ ास 1.4.56
टू ल और डाई मेकर (डाई और मो ) TDM (Dies & Moulds) - िमिलंग
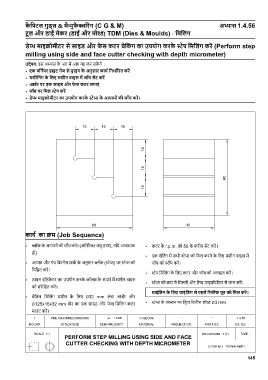
डे थ माइ ोमीटर से साइड और फे स कटर चेिकं ग का उपयोग करके ेप िमिलंग कर (Perform step
milling using side and face cutter checking with depth micrometer)
उ े : इस अ ास के अंत म आप यह कर सक गे :
• एक विन यर हाइट गेज से ड ाइंग के अनुसार काय िनधा रत कर
• मशीिनंग के िलए मशीन वाइस म जॉब सेट कर
• आब र पर एक साइड और फे स कटर लगाएं
• जॉब पर िमल ेप कर
• डे थ माइ ोमीटर का उपयोग करके े के आयामों की जाँच कर ।
काय का म (Job Sequence)
• ॉक के आयामों की जाँच कर । (अित र धातु हटाएं , यिद आव क • कटर के r.p.m. को 50 के करीब सेट कर ।
हो)
• एक सेिटंग म सभी े को िमल करने के िलए मशीन वाइस म
• आयाम और पंच िवटनेस माक के अनुसार ॉक ( े ) पर े को जॉब को प कर ।
िचि त कर ।
• ेप िमिलंग के िलए कटर और जॉब को अलाइन कर ।
• डायल इंिडके टर का उपयोग करके कॉलम के संदभ म मशीन वाइस • े को म से िमलाएँ और डे थ माइ ोमीटर से जांच कर ।
को संरे खत कर ।
ाइंिडंग के िलए ाइंिडंग से पहले रलीफ ूव को िमल कर ।
• ैितज िमिलंग मशीन के िलए Ø32 mm लंबा आब र और
Ø125x16x32 mm बोर का एक साइड और फे स िमिलंग कटर • े के जं न पर िड ल रलीफ हो Ø3 mm
माउंट कर ।
145