
Page 144 - TDM - 1st Year - TP - Hindi
P. 144
हालाँिक, कभी-कभी, क लेथ पर िसंगल पॉइंट टू ल ारा ेड को काटना
आव क हो सकता है।
िसंगल पॉइंट टू ल ारा ेिडंग की ंज कट िविध को ेड फॉम बनाने के
िलए टू ल को काम म डुबो कर िकया जाता है। टू ल की नोक, साथ ही टू ल के
दो क ेड किटंग के दौरान धातु को हटा द गे, और इसिलए टू ल पर लोड
अिधक होगा। चूंिक ेड पर एक अ ी िफिनश ा करने की संभावना
सीिमत है, यह िविध ादातर फाइन िपच ेड किटंग पर लागू होती है।
कट के अंत म टू ल को वापस ले ल और मशीन को बंद कर द । (Fig 4)
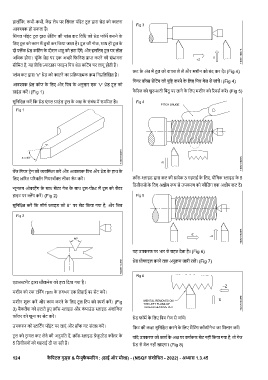
ंज कट ारा ‘V’ ेड को काटने का ि या क म िन िल खत है।
िगयर बॉ सेिटंग की पुि करने के िलए िपच गेज से जांच । (Fig 4)
आव क ेड कोण के िलए और िपच के अनुसार एक ‘V’ ेड टू ल को
ाइंड कर । (Fig 1) कै रज को शु आती िबंदु पर लाने के िलए मशीन को रवस कर । (Fig 5)
सुिनि त कर िक ेड एं गल ाउंड टू ल के अ के संबंध म समिमत है।
च ज िगयर ट ेन को व थत कर और आव क िपच और ेड के हाथ के
िलए रत प रवत न िगयरबॉ लीवर सेट कर । ॉस- ाइड ारा कट की ेक 3 गहराई के िलए, यौिगक ाइड के 5
िडवीजनों के िलए अ ीय प से उपकरण को फीिडंग एक अ ीय कट द ।
ूनतम ओवरह ग के साथ स टर गेज के साथ टू ल-पो म टू ल को स टर
हाइट पर प कर । (Fig 2)
सुिनि त कर िक शीष ाइड को 0° पर सेट िकया गया है, और िजब
यह उपकरण पर भार से राहत देता है। (Fig 6)
ेड ोफाइल बनने तक अनु म जारी रख । (Fig 7)
एडज म ट ारा ैकनेस को हटा िदया गया है।
मशीन को रफ टिन ग rpm के लगभग एक ितहाई पर सेट कर ।
मशीन शु कर और काम करने के िलए टू ल िटप को श कर । (Fig
3) बैकलैश को हटाते ए ॉस- ाइड और कं पाउंड ाइड अंशांिकत
कॉलर को शू पर सेट कर । ेड फॉम के िलए िपच गेज से जांच ।
उपकरण को ािट ग पॉइंट पर लाएं और हॉफ नट संल कर । िफट की क ा सुिनि त करने के िलए मैिटंग कॉ ोने का िमलान कर ।
टू ल को ट ायल कट लेने की अनुमित द , ॉस- ाइड ेजुएटेड कॉलर के यिद उपकरण को काय के अ पर वगा कार सेट नहीं िकया गया है, तो गेज
5 िडवीजनों को गहराई दी जा रही है। ेड से मेल नहीं खाएगा। (Fig 8)
124 कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - (NSQF संशोिधत - 2022) - अ ास 1.3.45