
Page 134 - Foundryman - TP - Hindi
P. 134
8 ेड को सीधा रखा जाना चािहए, और शु करने से पहले उसे ठीक
से कसना चािहए।
9 कट शु करते समय एक छोटा िनशान बनाएं । (Fig 3)
10 काटने की गित र होनी चािहए और ेड की पूरी लंबाई का उपयोग
िकया जाना चािहए।
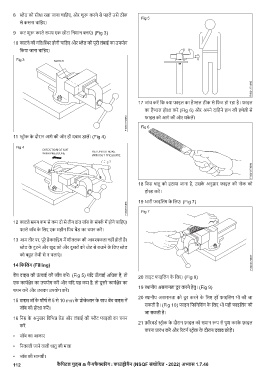
17 जांच कर िक ा फाइल का है ल ठीक से िफट हो रहा है। फाइल
का है ल हो कर (Fig 6) और अपने दािहने हाथ की हथेली से
फाइल को आगे की ओर धके ल ।
11 ोक के दौरान आगे की ओर ही दबाव डाल । (Fig 4)
18 िजस धातु को हटाया जाना है, उसके अनुसार फाइल की नोक को
हो कर ।
19 भारी फाइिलंग के िलए। (Fig 7)
12 काटते समय कम से कम दो से तीन दांत जॉब के संपक म होने चािहए।
पतले जॉब के िलए एक महीन िपच बैड का चयन कर ।
13 आम तौर पर, पूरे हैकसॉइंग म शीतलक की आव कता नहीं होती है।
ेड के टू टने और खुद को और दू सरों को चोट से बचाने के िलए ेड
को ब त तेजी से न चलाएं ।
14 िफिलंग (Filling)
ब च वाइस की ऊं चाई की जाँच कर । (Fig 5) यिद ऊँ चाई अिधक है, तो 20 लाइट फाइिलंग के िलए। (Fig 8)
एक काय े का उपयोग कर और यिद यह कम है, तो दू सरे काय े का
19 ानीय असमानता दू र करने हेतु। (Fig 9)
चयन कर और उसका उपयोग कर ।
20 ानीय असमानता को दू र करने के िलए ड ॉ फाइिलंग भी की जा
15 वाइस जॉ के शीष से 5 से 10 mm के ोजे न के साथ ब च वाइस म
सकती है। (Fig 10) फाइन िफिनिशंग के िलए भी यही फाइिलंग की
जॉब को हो कर ।
जा सकती है।
16 िन के अनुसार िविभ ेड और लंबाई की ैट फाइलों का चयन
कर 21 फ़ॉरवड ोक के दौरान फ़ाइल को समान प से पुश करके फ़ाइल
करना ारंभ कर और रटन ोक के दौरान दबाव छोड़ ।
• जॉब का आकार
• िनकाली जाने वाली धातु की मा ा
• जॉब की साम ी।
112 कै िपटल गुड्स & मै फै रंग : फाउंड ीमैन (NSQF संशोिधत - 2022) अ ास 1.7.46