
Page 347 - Fitter 1st Year - TT - Hindi
P. 347
कै िपटल गुड्स & मै ुफ़ै रंग (CG & M) अ ास 1.7.103 से स ंिधत िस ांत
िफटर (Fitter) - टिन ग
टू ल सेिटंग (Tool setting)
उ े : इस पाठ के अ म आप यह जान सक ग :
• ऑपरेशन करने के िलए टू ल पो म टू ल सेट कर ।
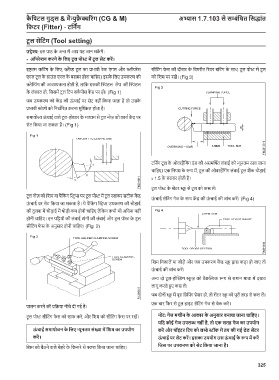
इ तम किटंग के िलए, ड टू ल का भावी रेक एं गल और ीयर स सीिटंग फे स की दीवार के िवपरीत रयर बिटंग के साथ, टू ल पो म टू ल
एं गल टू ल के ाउंड एं गल के बराबर होना चािहए। इसके िलए उपकरण की को िशम पर रख । (Fig 3)
ै ंग की आव कता होती है, तािक इसकी ंडल लेथ की ंडल
के लंबवत हो, िजसम टू ल िटप वक पीस क पर हो। (Fig 1)
जब उपकरण को क की ऊं चाई पर सेट नहीं िकया जाता है तो उसके
भावी कोणों को िनधा रत करना मु ल होता है।
समायो ऊं चाई वाले टू ल-हो र के मा म से टू ल नोज़ को काय क पर
सेट िकया जा सकता है। (Fig 1)
टिन ग टू ल के ओवरह िगंग एं ड की असमिथ त लंबाई को ूनतम रखा जाना
चािहए। एक िनयम के प म , टू ल की ओवरह िगंग लंबाई टू ल श क चौड़ाई
x 1.5 के बराबर होती है।
टू ल पो के स टर ू से टू ल को कस ल ।
टू ल नोज़ को िशम या पैिकं ग पर टू ल पो म टू ल रखकर सटीक क
ऊं चाई सेिटंग गेज के साथ क की ऊं चाई की जांच कर । (Fig 4)
ऊं चाई पर सेट िकया जा सकता है। ये पैिकं ग उपकरण की चौड़ाई
की तुलना म चौड़ाई म थोड़ी कम होनी चािहए लेिकन कभी भी अिधक नहीं
होनी चािहए। इन पि यों की लंबाई टांगों की लंबाई और टू ल पो के टू ल
सीिटंग फे स के अनुसार होनी चािहए। (Fig 2)
िशम िनकाल या जोड़ और जब उपकरण क ू ारा कड़ा हो जाए तो
ऊं चाई की जांच कर ।
अ दो टू ल-हो ंग ू ज़ को वैक क प से समान मा ा म दबाव
लागू करते ए कस ल ।
जब दोनों ू म पूरा ि िपंग ेशर हो, तो स टर ू को पूरी तरह से कस ल ।
एक बार िफर से टू ल हाइट सेिटंग गेज से चेक कर ।
पालन करने की ि या नीचे दी गई है।
टू ल पो सीिटंग फे स को साफ कर , और िशम को सीिटंग फे स पर रख । नोट: गेज मशीन के आकार के अनुसार बनाया जाना चािहए।
यिद कोई गेज उपल नहीं है, तो एक सतह गेज का उपयोग
ऊं चाई समायोजन के िलए ूनतम सं ा म िशम का उपयोग कर और पॉइंटर िटप को ल े ॉक म तय की गई डेड स टर
कर । ऊं चाई पर सेट कर । इसका उपयोग उस ऊं चाई के प म कर
िशम को बैठने वाले चेहरे के िकनारे से श िकया जाना चािहए। िजस पर उपकरण को सेट िकया जाना है।
325