
Page 325 - Fitter 1st Year - TT - Hindi
P. 325
कै िपटल गुड्स & मै ुफ़ै रंग (CG & M) अ ास 1.7.94 से स ंिधत िस ांत
िफटर (Fitter) - टिन ग
फे िसंग और रिफं गग टू ल का सरल िववरण (Simple description of facing and roughing tool)
उ े : इस पाठ के अ म आप यह जान सक ग :
• फे िसंग करने का उ े बताएं
• रफ फे िसंग टू ल सेट करना
• दोषों के कारण बताएं
• सामना करने म दोषों को द ू र करने के उपाय बताए ं
• कै च ेट और डॉग के साथ काम करना।
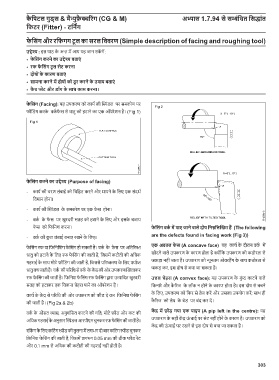
फे िसंग (Facing): यह उपकरण को काय की ंडल पर समकोण पर
फीिडंग करके वक फे स से धातु को हटाने का एक ऑपरेशन है। (Fig 1)
फे िसंग करने का उ े (Purpose of facing)
- काय की चरण लंबाई को िचि त करने और मापने के िलए एक संदभ
िवमान होना।
- काय की ंडल के समकोण पर एक फे स होना।
- वक के फे स पर खुरदरी सतह को हटाने के िलए और इसके बजाय
फे स को िफिनश करना। फे िसंग वक म पाए जाने वाले दोष िन िल खत ह (The following
- वक की कु ल लंबाई बनाए रखने के िलए। are the defects found in facing work (Fig 3))
फे िसंग रफ या िफिनिशंग फे िसंग हो सकती है। वक के फे स पर अित र एक अवतल फे स (A concave face) यह काय के दौरान वक म
धातु को हटाने के िलए रफ फे िसंग की जाती है, िजसम कटौती की अिधक खोदने वाले उपकरण के कारण होता है ों िक उपकरण को कठोरता से
गहराई के साथ मोटे फीिडंग की जाती है, िजससे प र रण के िलए पया जकड़ा नहीं जाता है। उपकरण को ूनतम ओवरह ग के साथ कठोरता से
धातु बच जाती है। वक की प रिध से वक के क की ओर उपकरण खलाकर जकड़ कर, इस दोष से बचा जा सकता है।
रफ फे िसंग की जाती है। िफिनश फ े िसंग रफ फे िसंग ारा उ ािदत खुरदरी उ ल चेहरा (A convex face): यह उपकरण के कुं द काटने वाले
सतह को हटाकर एक िचकना चेहरा पाने का ऑपरेशन है। िकनारे और कै रज के लॉक न होने के कारण होता है। इस दोष से बचने
काय के क से प रिध की ओर उपकरण को फीड दे कर िफिनश फे िसंग के िलए, उपकरण को िफर से तेज कर और उसका उपयोग कर ; साथ ही
की जाती है। (Fig 2a & 2b) कै रज को लेथ के बेड पर बंद कर द ।
वक के औसत ास, अनुशंिसत काटने की गित, मोटे फ़ीड और कट की क म छोड़ गया एक पाइप (A pip left in the centre): यह
अिधक गहराई के अनुसार ंडल आरपीएम चुनकर रफ फे िसंग की जाती है। उपकरण के सही क ऊं चाई पर सेट नहीं होने के कारण है। उपकरण को
क की ऊं चाई पर रखने से इस दोष से बचा जा सकता है।
रिफं ग के िलए किटंग ीड की तुलना म लगभग दो बार किटंग ीड चुनकर
िफिनश फे िसंग की जाती है, िजसम लगभग 0.05 mm की ठीक फीड रेट
और 0.1 mm से अिधक की कटौती की गहराई नहीं होती है।
303