
Page 89 - Fitter 1st Year - TP - Hindi
P. 89
काय का म (Job Sequence)
• ील ल से क े माल के आकार की जाँच कर
• 70x48x14 mm आकार म क ी धातु को फाइल करके ख़ कर ।
• ड ाइंग के अनुसार जॉब को िचि त कर और िवटनेस माक को डॉट पंच
60° से पंच कर ।
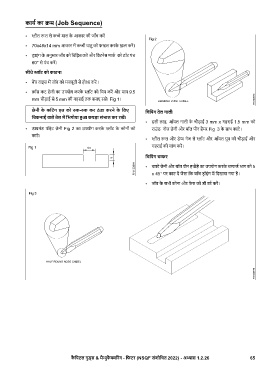
सीधे ॉट को काटना
• ब च वाइस म जॉब को मजबूती से हो कर ।
• ॉस कट छे नी का उपयोग करके ॉट को िचप कर और माप 9.5
mm चौड़ाई से 5 mm की गहराई तक बनाए रख । Fig 1।
छे नी के किटंग एज को क- क कर ठं डा करने के िलए िचिपंग तेल नाली
िचकनाई वाले तेल म िभगोया आ कपड़ा संभाल कर रख ।
• इसी तरह, ऑयल नाली के चौड़ाई 3 mm x गहराई 1.5 mm को
• डायमंड पॉइंट छे नी Fig 2 का उपयोग करके ॉट के कोनों को राउंड नोज छे नी और बॉल पीन हैमर Fig 3 के साथ काटे।
काटे।
• ील ल और डे थ गेज से ॉट और ऑयल ूव की चौड़ाई और
गहराई की जांच कर ।
िचिपंग च फर
• चपटे छे नी और बॉल पीन हथौड़े का उपयोग करके च फड भाग को 5
x 45° पर काट द जैसा िक जॉब ड ॉइंग म िदखाया गया है।
• जॉब के सभी कोना और फे स को डी बर कर ।
कै िपटल गुड्स & मै ुफै रंग - िफटर (NSQF संशोिधत 2022) - अ ास 1.2.26 65