
Page 364 - Fitter 1st Year - TP - Hindi
P. 364
अंत म किटंग एज पर ऑयल ोन लगाकर टू ल को मोड़ । सुिनि त कर िक ाइंिडंग करते समय ऑपरेटर को किटंग एज िदखाई दे।
सुर ा सावधािनयां (Safety precautions) ील फे स पर ादा दबाव न डाल ।
सुिनि त कर िक ाइंिडंग ील उिचत प से संरि त ह ।
टू ल को कू ल ट म बार-बार ठं डा कर ।
टू ल रे और ाइंिडंग ील पटल के म 2 mm का अंतर रख ।
ंज कट िविध ारा ‘V’ ेड काटना (Cutting ‘V’ thread by plunge cut method)
उ े : यह आपको सहायक होगा
• ंज कट िविध ारा लेथ पर िसंगल पॉइंट टू ल का उपयोग करके ‘V’ ेड को काटना
ेड म उनके उपयोग के अनुसार मोटे और महीन िपच होते ह । मानक
महीन िपच ेड, दोनों बा और आंत रक, सामा तः टैप और डाइस
का उपयोग करके काटे जाते ह । जब इनका उ ादन बड़ी मा ा म िकया
जाता है, तो िविभ मशीन टू पर अलग-अलग तरीके अपनाए जाते ह ।
यदिप, कभी-कभी, क लेथ पर एकल िबंदु उपकरण ारा ेड को काटना
आव क हो सकता है ।
िसंगल पॉइंट टू ल ारा ेिडंग की ंज कट िविध, ेड फॉम को बनाने के
िलए टू ल को काय म ंज करके की जाती है । टू ल नोज, साथ ही टू ल के दो
िकनारों ेड काटने के दौरान धातु को हटा द ग और इसिलए टू ल पर भार
अिधक होगा । चूंिक ेड पर एक अ ा प र रण ा करने की संभावना
सीिमत है , इसिलए यह िविध महीन िपच ेड किटंग पर लागू होती है।
ंज कट ारा ‘V’ ेड काटने का ि या क म िन िल खत है ।
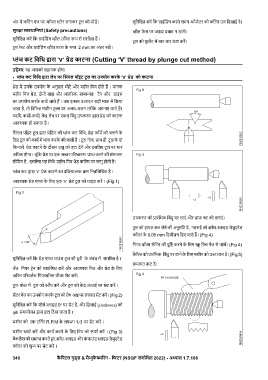
आव क ेड एं गल के िलए एक ‘V’ ेड टू ल को ाइंड कर । (Fig 1)
उपकरण को ारंिभक िबंदु पर लाएं और हाफ नट को लगाएं ।
टू ल को ट ायल कट लेने की अनुमित द , गहराई को ॉस- ाइड ेजुएटेड
कॉलर के 0.05 mm िडवीज़न िदए जाते ह । (Fig 4)
िगयर बॉ सेिटंग की पुि करने के िलए ू िपच गेज से जांच । (Fig 4)
कै रज को ारंिभक िबंदु पर लाने के िलए मशीन को उ ा कर द । (Fig 5)
सुिनि त कर िक ेड एं गल ाउंड टू ल की धुरी के संबंध म समिमत है ।
मागत कट द ।
च ज िगयर ट ेन को व थत कर और आव क िपच और ेड के िलए
रत प रवत क िगयरबॉ लीवर सेट कर ।
टू ल-पो म टू ल को प कर और टू ल को क ऊं चाई पर सेट कर ।
स टर गेज का उपयोग करके टू ल को लेथ अ पर लंबवत सेट कर । (Fig 2)
सुिनि त कर िक शीष ाइड 0° पर सेट है, और िढलाई (slackness) को
gib समायोजन ारा हटा िदया जाता है ।
मशीन की रफ टिन ग R.P.M के लगभग 1/3 पर सेट कर ।
मशीन ाट कर और काय करने के िलए िटप को श कर । (Fig 3)
बैकलैश को समा करते ए ॉस- ाइड और कं पाउंड ाइड ेजुएटेड
कॉलर को शु पर सेट कर ।
340 कै िपटल गुड्स & मै ुफै रंग - िफटर (NSQF संशोिधत 2022) - अ ास 1.7.106