
Page 326 - Fitter 1st Year - TP - Hindi
P. 326
कौशल- म (Skill sequence)
दािहने हाथ के फे िसंग टू ल का उपयोग कर के जॉब को िफिनश फे िसंग कर (Finish-facing the work
with a right hand facing tool)
उ े : यह आपको सहायक होगा
• दािहने हाथ के फे िसंग टू ल का उपयोग कर के जॉब को िफिनश फे िसंग कर ।
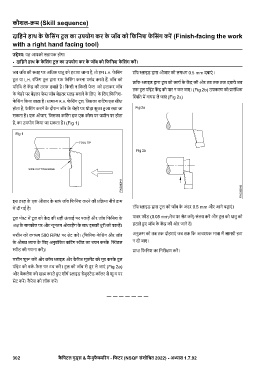
जब जॉब की सतह पर अिधक धातु को हटाया जाना है, तो हम L.H. फे िसंग टॉप ाइड ारा औजार को लगभग 0.5 mm दबाएं ।
टू ल या L.H. रिफं ग टू ल ारा रफ फे िसंग करना पसंद करते ह , जॉब को
ॉस- ाइड ारा टू ल को काय के क की ओर तब तक तक दबाये जब
प रिध से क की तरफ दबाते है। िकसी न िकसी फे स को हटाकर जॉब
तक टू ल पॉइंट क को पार न कर जाए। (Fig 2b) उपकरण को ारंिभक
के चेहरे पर बेहतर फे स जॉब बेहतर सतह बनाने के िलए के िलए िफिनश-
थित म वापस ले जाएं (Fig 2a)
फे िसंग िकया जाता है। सामा R.H. फे िसंग टू ल, िजसका किटंग एज सीधा
होता है, फे िसंग करने के दौरान जॉब के चेहरे पर थोड़ा झुका आ रखा जा
सकता है। एक औजार, िजसका किटंग इज एक कोण पर जमीन पर होता
है, का उपयोग िकया जा सकता है। (Fig 1)
इस तरह के एक औजार के साथ जॉब िफिनश करने की ि या नीचे म
म दी गई है। टॉप ाइड ारा टू ल को जॉब के अंदर 0.5 mm और आगे बढ़ाएं ।
टू ल पो म टू ल को क की सही ऊं चाई पर पकड़ और जॉब िफिनश के पावर फीड (0.05 mm/रेव पर सेट कर ) संल कर और टू ल को धातु को
अ के समकोण पर और ूनतम ओवरह ग के साथ इसकी धुरी को पकड़ । हटाते ए जॉब के क की ओर जाने द ।
मशीन को लगभग 500 RPM पर सेट कर । (िफिनश-फे िसंग और जॉब अनु म को तब तक दोहराएं जब तक िक आव क मा ा म साम ी हटा
के औसत ास के िलए अनुशंिसत किटंग ीड का चयन करके ंडल न दी जाए।
ीड की गणना कर )। ा िफिनश का िनरी ण कर ।
मशीन शु कर और ॉस ाइड और कै रज मूवम ट को मूव करके टू ल
पॉइंट को वक -फे स पर टच कर । टू ल को जॉब से दूर ले जाएं (Fig 2a)
और बैकलैश को ख करते ए शीष ाइड ेजुएटेड कॉलर से शू पर
सेट कर । कै रेज को लॉक कर ।
302 कै िपटल गुड्स & मै ुफै रंग - िफटर (NSQF संशोिधत 2022) - अ ास 1.7.92