
Page 311 - Fitter 1st Year - TP - Hindi
P. 311
काय का म (Job sequence)
• क े माल के आकार की जाँच कर । • अस बली पाट 1, 2, 3, 4 को अलग कर और काउंटरिसंक टू ल का
• पाट 1,2, 3 और 4 के िलए ड ाइंग के अनुसार आकार और आकृ ित उपयोग करके पाट 1 म दोनों िसरों को टैिपंग छे द को च फर कर ।
के िलए फ़ाइल टा । • ब च वाइस म पाट 1 पकड़ो।
• पाट 2 और 3 पर मािक ग मीिडया लगाएं और ड ॉइंग के अनुसार डॉवेल • िड ल ी होल 5.5 पाट 2 और 3 पर काउंटरिसंक ू के िलए और
िपन होल, काउंटरिसंक ू होल का पता लगाने के िलए िचि त कर । होल टू सीट ओवरिसंक हेड ू ।
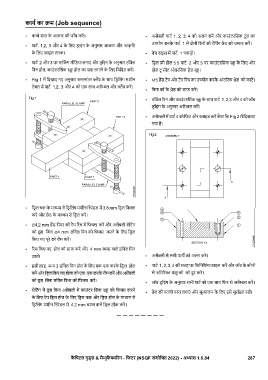
• Fig 1 म िदखाए गए अनुसार समानांतर प के साथ िड िलंग मशीन • M5 ह ड टैप और टैप रंच का उपयोग करके आंत रक ेड को काट ।
टेबल म पाट 1,2, 3 और 4 को एक साथ असे ल और प कर ।
• िबना बर के ेड को साफ कर ।
• डॉवेल िपन और काउंटरिसंक ू के साथ पाट 1, 2,3 और 4 को जॉब
ड ॉइंग के अनुसार असे ल कर ।
• असे ी म पाट 4 को िफट और ाइड कर जैसा िक Fig 2 म िदखाया
गया है।
• िड ल चक के मा म से िड िलंग मशीन ंडल म 3.8 mm िड ल िफ
कर और छे द के मा म से िड ल कर ।
• Ø4.2 mm ह ड रीमर को टैप रंच म िफ कर और अस बली सेिटंग
को छु ए िबना Ø4 mm डॉवेल िपन को िफ करने के िलए िड ल
िकए गए पूरे को रीम कर ।
• रम िकए गए होल को साफ कर और 4 mm ास वाले डॉवेल िपन
डाल । • अस बली से सभी पाट को अलग कर ।
• इसी तरह, अ 3 डॉवेल िपन होल के िलए एक-एक करके िड ल होल • पाट 1, 2, 3, 4 की सतह पर िफिनिशंग फाइल कर और जॉब के कोनों
करे और िड ल िकए गए हो को एक-एक करके रीम कर और अस बली से अित र धातु को को दू र कर ।
को छु ए िबना डॉवेल िप को िफ कर । • जॉब ड ॉइंग के अनुसार सभी पाट को एक साथ िफर से असे ल कर ।
• सेिटंग म छु ए िबना अस बली म काउंटर िसंक ू को िफ करने • तेल की पतली परत लगाएं और मू ांकन के िलए इसे सुरि त रख ।
के िलए टैप िड ल होल के िलए िड ल चक और िड ल होल के मा म से
िड िलंग मशीन ंडल म 4.2 mm ास वाले िड ल ठीक कर ।
कै िपटल गुड्स & मै ुफै रंग - िफटर (NSQF संशोिधत 2022) - अ ास 1.6.84 287