
Page 267 - Fitter 1st Year - TP - Hindi
P. 267
काय का म (Job sequence)
• क े माल के आकार की जाँच कर । • इसी तरह, िड िलंग मशीन म काउंटर बोर टू ल और आव क गहराई
• समानता और लंबवतता बनाए रखते ए भाग 1 और 2 से 60 x 40 तक काउंटर बोर को छे द कर ।
x 9 िम मी, भाग 3 से 29 x 29 x 9 िम मी के साइज म फाइल कर • रंच के साथ 10 mm ह ड रीमर का उपयोग करके 9.8 mm दो
के सही कर , िड ल िकए गए छे द म रीम कर ।
• जॉब ड ॉइंग के अनुसार छे द क ों को िचि त कर और भाग 1 और 2 • ब च वाइस म भाग 1 पकड़ो।
म पंच कर । • हैकसॉइंग ारा अित र धातु को काट और िनकाल ।
• उपयु प के साथ िड िलंग मशीन टेबल म जॉब को िफ कर । • जॉब ड ाइंग के अनुसार आकार और आकार के अनुसार फाइल कर ।
• इसी तरह, उपरो ि या को भाग 2 म दोहराएं और काय को पूरा
• सभी िड ल होल क ों म िड ल चक और िड ल स टर िड िलंग के मा म
कर ।
से िड िलंग मशीन ंडल म क िड ल को िफ कर ।
भाग - 3
• िड ल चक म Ø 5 mm िड ल ठीक कर और िड ल िकए गए छे द म
सभी क ों म ड ाइंग के अनुसार छे द के मा म से िड ल कर । • ड ाइंग के अनुसार ड ाइंग रेखाओं को िचि त कर और भाग 3 म
प ा लाइन को पंच कर ।
• इसी तरह, िड ल चक म 5.5, Ø 6.5 और Ø 9. 8 mm िड ल को • है ा से अित र धातु को काट कर हटा द और ड ाइंग के अनुसार
लगाएं और मशः CSK, काउंटर बोर और रीम होल के मा म से आकार और आकार म फाइल कर ।
िड ल कर ।
• भाग 1, 2,3 का िमलान कर और तीन टुकड़ों को ट िफट के प
• िड िलंग मशीन म काउंटर िसंक टू ल को ठीक कर और आव क म बनाएं ।
गहराई तक काउंटर िसंक दो छे द कर ।
• जॉब के सभी िकनारों और सतहों से अित र धातु को हटाएँ
• तेल लगाएं और मू ांकन के िलए इसे सुरि त रख ।
कौशल- म (Skill sequence)
काउंटर िसंक (Counter sink)
उ े : यह आपको सहायक होगा
• िविभ आकारों के छेदोंम काउंटर िसंक करना
काउंटरिसंक का चयन (Selection of countersinks)
ू के ट पर हेड के कोण के अनुसार काउंटरिसंक टू ल का चयन कर ।
काउंटरिसंक छे द के िलए टेबल का योग कर ।
मशीन वाइस म जॉब को लगाएं (यिद आव क हो, समानांतर ॉक का
उपयोग कर ) और इसे चौकोर सेट कर ।
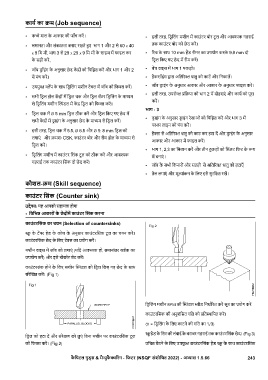
काउंटरसंक होने के िलए मशीन ंडल को िड ल िकए गए छे द के साथ
संरे खत कर । (Fig 1)
िड िलंग मशीन RPM की ंडल ीड िनधा रत कर सू का योग कर
काउंटरिसंक की अनुशंिसत गित को ित थािपत कर ।
(V = िड िलंग के िलए काटने की गित का 1/3)
ू हेड के िसर की लंबाई के बराबर गहराई तक काउंटरिसंक छे द। (Fig 3)
िड ल को हटा द और संरेखण को छु एं िबना मशीन पर काउंटरिसंक टू ल
को िफ कर । (Fig 2) उिचत बैठने के िलए उपयु काउंटरिसंक हेड ू के साथ काउंटरिसंक
कै िपटल गुड्स & मै ुफै रंग - िफटर (NSQF संशोिधत 2022) - अ ास 1.5.66 243