
Page 221 - Fitter 1st Year - TP - Hindi
P. 221
कौशल- म (Skill Sequence)
समतल थित म चाप ारा वगा कार बट जोड़ (टा 2) (Square butt joint by arc in flat position)
(TASK 2)
उ े : यह आपको सहायक होगा
• समतल थित म चौकोर बट जोड़ को वे कर
• पूण बट वे का िनरी ण कर ।
इस कार के जोड़ का उ ोग म ब त ापक प से उपयोग िकया जाता
है। यिद दोनों तरफ (6 mm ेट मोटाई) से वे िकया जाता है, तो एक
ढ़ वे ा िकया जा सकता है।
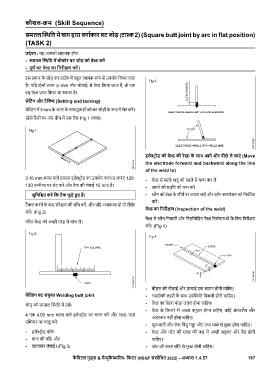
सेिटंग और टैिकं ग (Setting and tacking)
वे ंग म 3 mm के अंतर के साथ टुकड़ों को बट जोड़ों के प म सेट कर ।
दोनों िसरों पर और बीच मे एक टैक Fig 1 लगाए।
इले ोड को वे की रेखा के साथ आगे और पीछे ले जाएं (Move
the electrode forward and backward along the line
of the weld to)
3.15 mm ास वाले एमएस इले ोड का उपयोग करो।ड।करंट 120- • वे से पहले धातु को पहले से गरम कर ल
130 ए ीयर पर सेट करे और टैक की लंबाई 15 mm.है। • जलने की वृि को कम कर
सुिनि त कर िक टैक जुड़े ए ह । • ैग को वे के शीष पर वापस लाएँ और ैग समावेशन को िनयंि त
कर ।
टैकल करने के बाद संरेखण की जाँच कर , और यिद आव क हो तो रीसेट
वे का िनरी ण (Inspection of the weld)
कर । (Fig 2)
वे से ैग िनकाल और िन िल खत वे िवशेषताओं के िलए िनरी ण
कील-वे को अ ी तरह से जांच ल ।
कर । (Fig 4)
• बीड्स की चौड़ाई और ऊं चाई एक समान होनी चािहए।
वे ंग बट संयु Welding butt joint • नज़दीकी लहरों के साथ उप थित िचकनी होनी चािहए।
जोड़ को समतल थित म रख । • वे का चेहरा थोड़ा उ ल होना चािहए।
• वे के िकनारे म अ ा ूजन होना चािहए, कोई ओवरलैप और
4 एक 4.00 mm ास वाले इले ोड का चयन कर और 150-160 अंडरकट नहीं होना चािहए।
ए यर पर चालु कर :
• शु आती और रोक िबंदु ग ा और उ ध े से मु होना चािहए।
• इले ोड कोण • वे और ेट की सतह की जड़ म अ ी ूजन और पैठ होनी
• या ा की गित, और चािहए।
• व ाकार लंबाई। (Fig 3) • ेट की सतह छीं टे से मु होनी चािहए।
कै िपटल गुड्स & मै ुफै रंग- िफटर (NSQF संशोिधत 2022) - अ ास 1.4.57 197