
Page 91 - Fitter - 1st Year - TP- Gujarati
P. 91
જોબ સસક્વન્સ (Job Sequence)
• સ્ટીલ ના નનયમ સાર્ે કામા માલા કને તપાસ
• કાચી ધાતુ ને 70x48x14 મીમી કદમાં ફાઇલ કરો અને સમાપ્ત કરો.
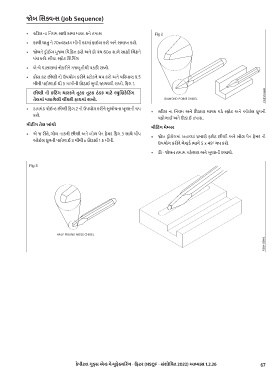
• જોબને ડ્્રોઇં ગ મુજબ ચચહ્નિત કરો અને ડ્ો પંચ 60o સાર્ે સાક્ી ચચનિને
પંચ કરો. સીધા સ્ોટ શશપિપગ
• બેન્ે વાસણમાં નોકરીને મજબૂતીર્ી પકડ્ટી રાખો.
• ક્ોસ કટ છીણી નો ઉપયોગ કરીને સ્ોકને ચપ કરો અને પરરમાણ 9.5
મીમી પહોળાઈ ર્ી 5 મામીની ઊ ં ડ્ાઈ સુધી જાળવવી રાખો. રફગ 1.
છીણી ની કટિટગ ધયાિંકને તૂટક તૂટક ઠંડક મયાટે લ્ુબ્રિકેટિટગ
તેલમાં પલયાળેલી ્ચીંથિંી હયાથમાં િંયાખલો.
• ડ્ાયમંડ્ પોઇન્ટ છીણી રફગ 2 નો ઉપયોગ કરીને સુલોચના ખૂણાની ચપ • સ્ટીલ ના નનયમ અને ઊ ં ડ્ાણ માપક વડ્ે સ્ોટ અને ઓઇલ ધ્ુવની
કરો.
પહોળાઈ અને ઊ ં ડ્ાઈ તપાસ.
મીટીંગ તેલ ખાં્ચલો
મીટિટગ મેમ્બિં
• એ જ રીતે, ગોળ નાકની છીણી અને બોલ પેન હેમર રફગ 3 સાર્ે ચીપ • જોબ ડ્્રોઇં ગમાં બતાવ્યાં પ્રમાણે ફલેટ છીણી અને બોલ પેન હેમર નો
ઓઇલ ધ્ુવની પહોળાઈ 3 મીમી x ઊ ં ડ્ાઈ 1.5 મીમી.
ઉપયોગ કરીને ચેમ્ફડ્્થ ભાગે 5 x 45° ચપ કરો.
• ડ્ટી - જોબન તમામ મહેરાણ અને ખૂણાની દબાવો.
કેપીટલ ગુડ્સ એન્ડ મેન્ુફેક્્ચરિિંગ - ફફટિં (NSQF - સંિલોધધત 2022) અભ્્યયાસ 1.2.26 67