
Page 360 - Fitter - 1st Year - TP- Gujarati
P. 360
સુિંક્ષયા સયાિ્ચેતીઓ કરતી વખતે ઓપરેટરને કટીંગ એજ દેખાય છે તેની ખાતરી કરો. વ્ીલ ફેસ
પર વધારે દબાણ ન આપો.
ખાતરી કરો કે ગ્ાઇન્દડીંગ વ્ીલ્સ યોગ્ય રીતે સુરખક્ત છે.
શીતકમાં સાધનને વારંવાર ઠંડુ કરો.
ટુલ રેસ્ અને ગ્ાઇન્દડીંગ વ્ીલ ફેસ વચ્ે 2 મીમી ગેપ રાખો. ગ્ાઇન્દડીંગ
પ્લન્જ કટ મેથડ દ્યાિંયા ‘V’ થ્ેડનિંે કયાપયો (Cutting ‘V’ thread by plunge cut method)
ઉદ્ેશ્્ય:આ તમને મદદ કરશે
• પ્લન્જ કટ પદ્ધમત દ્યાિંયા લેથ પિં સિસગલ પયોઈન્ટ ટૂલનિંયો ઉપ્યયોગ કિંીનિંે ‘V’ થ્ેડ કયાપયો.
થ્ેડ તેમના ઉપયોગ અનુસાર બરછટ અને ઝીણી પીચો ધરાવે છે. સ્ાન્દડડ્થ ખાતરી કરો કે ટોચની સ્લાઇડ 0° પર સેટ છે અને ગીબ એડજસ્મેન્ટ દ્ારા
ફાઈન વપચ થ્ેડો, બંને બાહ્ય અને આંતરરક, સામાન્ય રીતે ટેપ અને ડાઈઝનો સુસ્તી દૂર કરવામાં આવે છે.
ઉપયોગ કરીને કાપવામાં આવે છે. જ્યારે તેઓ મોટી માત્રામાં ઉત્પન્ન ર્ાય
છે, ત્યારે વવવવધ મશીન ટૂલ્સ પર વવવવધ પદ્ધતતઓ અપનાવવામાં આવે છે. મશીનને રફ ટર્નનગ r.p.m ના લગભગ 1/3 ભાગમાં સેટ કરો. મશીન શરૂ
જો કે, અમુક સમયે, કેન્દદ્ર લેર્ પર સિસગલ પોઈન્ટ ટૂલ દ્ારા થ્ેડો કાપવાની કરો અને કામ કરવા માટે ટીપને ટચ કરો. (રફગ 3) ક્રોસ-સ્લાઇડ અને
જરૂર પડી શકે છે. કમ્પાઉન્દડ સ્લાઇડ ગ્ેજ્ુએટેડ કોલરને શૂન્ય પર સેટ કરો, બેકલેશને દૂર
કરો.
સિસગલ પોઈન્ટ ટૂલ દ્ારા થ્ેડીંગની પ્લન્દજ કટ પદ્ધતત થ્ેડ ફોમ્થ બનાવવા
માટે ટૂલને કામમાં ડૂબકી લગાવીને કરવામાં આવે છે. ટૂલની ટોચ, તેમજ,
ટૂલની બે બાજુઓ થ્ેડ કાપતી વખતે મેટલને દૂર કરશે અને તેર્ી સાધન
પરનો ભાર વધુ હશે.
થ્ેડ પર સારી પૂણણાહુતત મેળવવાની શક્યતા મયણારદત હોવાર્ી, આ પદ્ધતત
ફાઈન વપચ થ્ેડ કટિટગ માટે લાગુ પડે છે.
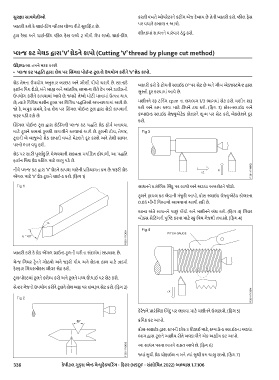
નીચે પ્લન્દજ કટ દ્ારા ‘V’ થ્ેડને કાપવા માટેની પ્રરક્રયાગત ક્રમ છે. જરૂરી થ્ેડ
એંગલ માટે ‘V’ થ્ેડ ટૂલને ગ્ાઇન્દડ કરો. (રફગ 1)
સાધનને પ્રારંભભક બિબદુ પર લાવો અને અડધા અખરોટને જોડો.
ટૂલને ટ્રાયલ કટ લેવાની મંજૂરી આપો, ક્રોસ સ્લાઇડ ગ્ેજ્ુએટેડ કોલરના
0.05 મીમી વવભાગો આપવામાં આવી રહી છે.
કટના અંતે સાધનને પાછું ખેંચો અને મશીનને બંધ કરો. (રફગ 4) ત્ગયર
બોક્સ સેટિટગની પુષ્ષ્ટ કરવા માટે સ્કુ વપચ ગેજર્ી તપાસો. (રફગ 4)
ખાતરી કરો કે થ્ેડ એંગલ ગ્ાઉન્દડ ટૂલની ધરીના સંદભ્થમાં સપ્રમાણ છે.
ચેન્દજ ત્ગયર ટ્રેનને ગોઠવો અને જરૂરી પીચ અને થ્ેડના હાર્ માટે ઝડપી
ફેરફાર ત્ગયરબોક્સ લીવર સેટ કરો.
ટૂલ-પોસ્માં ટૂલને ક્લેમ્પ કરો અને ટૂલને મધ્ય ઊ ં ચાઈ પર સેટ કરો.
સેન્ટર ગેજનો ઉપયોગ કરીને ટૂલને લેર્ અક્ પર લંબરૂપ સેટ કરો. (રફગ 2)
કેરેજને પ્રારંભભક બિબદુ પર લાવવા માટે મશીનને ઉલટાવો. (રફગ 5)
ક્રતમક કટ આપો.
ક્રોસ-સ્લાઇડ દ્ારા કાપની દરેક 3 ઊ ં ડાઈ માટે, કમ્પાઉન્દડ સ્લાઇડના અડધા
ભાગ દ્ારા ટૂલને અક્ીય રીતે ખવડાવીને એક અક્ીય કટ આપો.
આ સાધન પરના ભારને રાહત આપે છે. (રફગ 6)
જ્યાં સુધી થ્ેડ પ્રોફાઇલ ન બને ત્યાં સુધી ક્રમ ચાલુ રાખો. (રફગ 7)
336 કેપીટલ ગુડ્સ એન્ડ મેન્ુફેક્્ચરિિંગ - ફફટિં (NSQF - સંશયોધધત 2022) અભ્્યયાસ 1.7.106