
Page 323 - Fitter - 1st Year - TP- Gujarati
P. 323
કૌશલ્ય ક્રમ (Skill Sequence)
જમણયા હયાથે ફેસિસગ ટૂલ િડે કયા્ય્ડનિંે સમયાપ્ત કિંયો(Finish-facing the work with a right hand facing
tool)
ઉદ્ેશ્્ય:આ તમને મદદ કરશે
• જમણયા હયાથનિંયા ફેસિસગ ટૂલનિંયો ઉપ્યયોગ કિંીનિંે કયા્ય્ડનિંે સમયાપ્ત કિંયો.
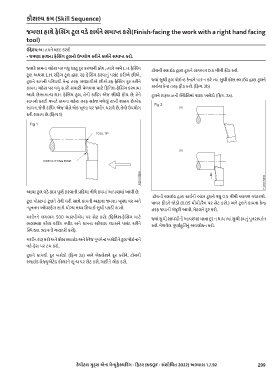
જ્યારે કામના ચહેરા પર વધુ ધાતુ દૂર કરવાની હોય, ત્યારે અમે L.H. ફેસિસગ ટોચની સ્લાઇડ દ્ારા ટૂલને લગભગ 0.5 મીમી ફીડ કરો.
ટૂલ અર્વા L.H. રરિફગ ટૂલ દ્ારા રફ ફેસિસગ કરવાનું પસંદ કરીએ છીએ,
ટૂલને કામની પરરઘર્ી કેન્દદ્ર તરફ ખવડાવીએ છીએ.રફ ફેસિસગ દૂર કરીને જ્યાં સુધી ટૂલ પોઈન્ટ કેન્દદ્રને પાર ન કરે ત્યાં સુધી ક્રોસ સ્લાઈડ દ્ારા ટૂલને
કામના ચહેરા પર વધુ સારી સપાટી મેળવવા માટે રફનનશ-ફેસિસગ કરવામાં કાય્થના કેન્દદ્ર તરફ ફીડ કરો. (રફગ. 2b)
આવે છે.સામાન્ય R.H. ફેસિસગ ટૂલ, તેની કટીંગ એજ સીધી હોય છે, તેને ટૂલને શરૂઆતની સ્સ્થતતમાં પાછા ખસેડો (રફગ. 2a).
સામનો કરતી વખતે કામના ચહેરા તરફ સહેજ વળેલું રાખી શકાય છે.એક
સાધન, જેની કટીંગ એજ પોતે એક ખૂણા પર જમીન ધરાવે છે, તેનો ઉપયોગ
કરી શકાય છે. (રફગ 1)
આવા ટૂલ વડે કામ પૂણ્થ કરવાની પ્રરક્રયા નીચે ક્રમમાં આપવામાં આવી છે.
ટોચની સ્લાઇડ દ્ારા કાય્થની અંદર ટૂલને વધુ 0.5 મીમી આગળ વધારવો.
ટૂલ પોસ્માં ટૂલને તેની ધરી સાર્ે કામની અક્ના જમણા ખૂણા પર અને પાવર ફીડને જોડો (0.05 મીમી/રેવ પર સેટ કરો.) અને ટૂલને કામના કેન્દદ્ર
ન્ૂનતમ ઓવરહેંગ સાર્ે યોગ્ય મધ્ય ઊ ં ચાઈ સુધી પકડી રાખો. તરફ જવાની મંજૂરી આપો, મેટલને દૂર કરો.
મશીનને લગભગ 500 આરપીએમ પર સેટ કરો. (રફનનશ-ફેસિસગ માટે જ્યાં સુધી સામગ્ીની આવશ્યક માત્રા દૂર ન ર્ાય ત્યાં સુધી ક્રમનું પુનરાવત્થન
ભલામણ કરેલ કટીંગ સ્પીડ અને કામના સરેરાશ વ્યાસને પસંદ કરીને કરો. મેળવેલ પૂણણાહુતતનું અવલોકન કરો.
સ્સ્પન્દડલ ઝડપની ગણતરી કરો).
મશીન શરૂ કરો અને ક્રોસ સ્લાઇડ અને કેરેજ મૂવમેન્ટ ખસેડીને ટૂલ પોઇન્ટને
વક્થ -ફેસ પર ટચ કરો.
ટૂલને કામર્ી દૂર ખસેડો (રફગ 2a) અને બેકલેશને દૂર કરીને, ટોચની
સ્લાઇડ ગ્ેજ્ુએટેડ કોલરને શૂન્ય પર સેટ કરો. ગાડીને લોક કરો.
કેપીટલ ગુડ્સ એન્ડ મેન્ુફેક્્ચરિિંગ - ફફટિં (NSQF - સંશયોધધત 2022) અભ્્યયાસ 1.7.92 299