
Page 300 - Fitter - 1st Year - TP- Gujarati
P. 300
જો્બ સસક્વન્સ (Job Sequence)
• કાચો માલ તેના કદ માટે તપાસો. • ભાગ 2 અને 3 માં CSK સ્કૂ માટે Ø 5.5 mm ફ્ટી હોલ ફડ્રલ કરો.
• ભાગ 1, 2, 3 અને 4 ની સામગ્ીને ± 0.04 mm ની ચોકસાઈ જાળવીને • કાઉન્ટર લિસક હેડ સ્કૂને ભાગ 2 અને 3 માં બેસાડવા માટે ફડ્રલ કરેલા
તમામ કદમાં ફાઇલ કરો. ચિદ્રોને કાઉન્ટર લિસક કરો.
• ભાગ 1, 2, 3 અને 4 સપાટટીઓ પર માર્કકગ મીફડયા લાગુ કરો અને • ભાગ 1 ને બેન્ચ વાઇસમાં પકડટી રાખો.
રેખાંકન મુજબ ચચહ્હ્ત કરો.
• M5 હેન્ડ ટેપ અને ટેપ રેન્ચનો ઉપયોગ કરીને આંતફરક થ્ેડ કાપો.
• પંચ સાક્ી ગુણ.
• થ્ેડોને બર્સ્થ વગર સાફ કરો.
• ભાગ 2, 3 અને 4 માં હેક્સો અને ફાઇલ અને જોબ ડ્રોઇં ગ મુજબ કદ • ભાગ 2, 3 અને 4 માં જોબ ડ્રોઈં ગ મુજબ કદ અને આકારમાં કાપો અને
અને આકારમાં ફાઇલ.
ફાઈલ કરો અને વેર્નયર બેવલ પ્રોટ્રેક્ટર વડે વેર્નયર કેલલપર અને
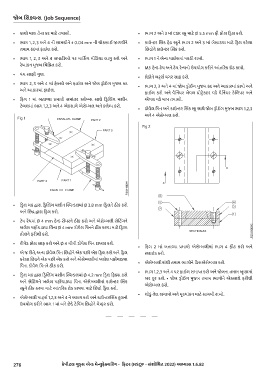
• ફફગ 1 માં બતાવ્યા પ્રમાણે સમાંતર ક્લેમ્પ્સ સાર્ે ફડ્રલિલગ મશીન એંગલ વડે માપ તપાસો.
ટેબલમાં ભાગ 1,2,3 અને 4 એકસાર્ે એસેમ્બલ અને ક્લેમ્પ કરો.
• ડોવેલ પપન અને કાઉન્ટર લિસક સ્કૂ સાર્ે જોબ ડ્રોઇં ગ મુજબ ભાગ 1,2,3
અને 4 એસેમ્બલ કરો.
• ફડ્રલ ચક દ્ારા ફડ્રલિલગ મશીન સ્સ્પન્ડલમાં Ø 3.8 mm ફડ્રલને ઠટીક કરો
અને ચિદ્ર દ્ારા ફડ્રલ કરો.
• ટેપ રેંચમાં Ø 4 mm હેન્ડ રીમરને ઠટીક કરો અને એસેમ્બલી સેટિટગને
ખલેલ પહોંચાડ્ા પવના Ø 4 mm ડોવેલ પપનને ઠટીક કરવા માટે ફડ્રલ્ડ
હોલને ફરીર્ી કરો.
• રીમેડ હોલ સાફ કરો અને Ø 4 મીમી ડોવેલ પપન દાખલ કરો.
• ફફગ 2 માં બતાવ્યા પ્રમાણે એસેમ્બલીમાં ભાગ 4 ફટીટ કરો અને
• એ જ રીતે, અન્ય ડોવેલ પપન ચિદ્રોને એક પિી એક ફડ્રલ કરો અને ફડ્રલ સ્લાઇડ કરો.
કરેલા ચિદ્રને એક પિી એક કરો અને એસેમ્બલીમાં ખલેલ પહોંચાડ્ા
પવના ડોવેલ પપનને ઠટીક કરો. • એસેમ્બલીમાંર્ી તમામ ભાગોને ફડસએસેમ્બલ કરો.
• ભાગ 1,2,3 અને 4 પર ફાઈલ સમાપ્ત કરો અને જોબના તમામ ખૂણામાં
• ફડ્રલ ચક દ્ારા ફડ્રલિલગ મશીન સ્સ્પન્ડલમાં Ø 4.2 mm ફડ્રલ ફફક્સ કરો બર દૂર કરો. • જોબ ડ્રોઇં ગ મુજબ તમામ ભાગોને એકસાર્ે ફરીર્ી
અને સેટિટગને ખલેલ પહોંચાડ્ા પવના એસેમ્બલીમાં કાઉન્ટર લિસક એસેમ્બલ કરો.
સ્કૂને ઠટીક કરવા માટે આંતફરક થ્ેડ કાપવા માટે ચિદ્રો ફડ્રલ કરો.
• ર્ોડું તેલ લગાવો અને મૂલ્યાંકન માટે સાચવી રાખો.
• એસેમ્બલી પાટ્સ્થ 1,2,3 અને 4 ને અલગ કરો અને કાઉન્ટરલિસક ટૂલનો
ઉપયોગ કરીને ભાગ 1 માં બંને િેડે ટેપિપગ ચિદ્રોને ચેમ્ફર કરો.
276 કેપીટલ ગુડ્સ એન્ડ મેન્ુફેક્્ચરિિંગ - ફફટિં (NSQF - સંશોચધત 2022) અભ્્યયાસ 1.6.82