
Page 124 - Welder - TT - Bengali
P. 124
িসলভার জং(Silver brazing:): িসলভার জংেক িসলভার জংেয়র জন ব ব ত া িল ারাইড বা
কখনও কখনও িসলভার সা ািরংও বলা হয়। িলক ফ এবং বারা হেত পাের যা জল িদেয় প তির কের ব বহার
শ শািল জেয় করার জন ব ব ত সরা প িত িলর করা হয়।
মেধ এক ট। তামার সােথ িপতল, াে র অংশ িলেক যাগ জং এর সুিবধা(Advantages of brazing)-
করার পাশাপািশ তামার সােথ ইনেলস ল টউব ইত ািদর
মেতা িভ িভ ধাত র সােথ যাগ দওয়ার জন এ ট এক ট • জেয়ে স ূণ হবার পের খুব সামান িফিনিশং কাজ
খুব দরকারী এবং সহজ য়া। িসলভার জং িফলার রড থােক বা িকছ করা েয়াজন হয় না।
এর গলনা ায় ৬০০ থেক ৮০০০C যা সব দা বস ধাত • যেহত কম তাপমা াইয় জেয় তির করা হয় তাই
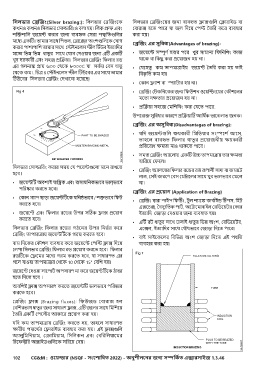
থেক কম।. িচ 6 ইনেলস ল টউেবর এর সােথ তামার িবকৃ িত কম হয়
টউেবর িসলভার জং দখােনা হেয়েছ।
• কান াশ বা াটার হয় না।
Fig 4
Fig 7 • জং টকিনেকর জন িফউশন ওেয় ংেয়র কৗশেলর
মেতা দ তার েয়াজন হয় না।
• য়া সহেজ মিশিনং করা যেত পাের.
উপেরা সুিবধার কারেণ য়া ট আিথ ক ভােব লাভ জনক।
জং এর অসুিবধা(Disadvantages of brazing):
• যিদ জেয় িল য়কারী িমিডয়ার সং েশ আেস,
তাহেল ব ব ত িফলার ধাত র েয়াজনীয় য়কারী
িতেরাধ মতা নাও থাকেত পাের।
• সম জং অ ােলায় এক ট উ তাপমা ায় তার মতা
হািরেয় ফেল।
িসলভার সা ািরং করার সময় য পেয় েলা মেন রাখেত • জং অ ালেয়র িফলার রেডর রঙ পালী সাদা বা তামােট
হেব।
লাল, সই কারেণ বস মটােলর সােথ খুব ভালভােব মেল
• জেয় ট অবশ ই যাি ক এবং রাসায়িনকভােব ভাল্ভােব না।
পির ার করেত হেব।
জং এর েয়াগ (Application of Brazing)
• কান গ াপ ছাড়া জেয় টেক ঘিন ভােব / শ ভােব িফট • জং ারা পাইপ িফ টং, ট ল শ াে কাব াইড টপস, িহট
করেত হেব।
এ েচ , বদু িতক পাট , অেটােমাবাইল রিডেয়টর কার
• জেয়ে এবং িফলার রেডর উপর স ঠক া েয়াগ ইত ািদ জাড়া দওয়ার জন ব ব ত হয়।
করেত হেব।
• এ ট রট ধাত র সােথ ঢালাই ধাত র িভ অংশ, রিডেয়টর,
িসলভার জং িফলার রেডর গঠেনর উপর িনভ র কের এে ল, ইত ািদর সােথ যৗথভােব জাড়া িদেত পাের।
জং তাপমা ায় জেয় টেক গরম করেত হেব।
• বাই সাইেকেলর িবিভ অংশ জাড়া িদেত এই পধিত
বাম িদেকর কৗশল ব বহার কের জেয়ে পি া িদেয় ব বহার করা হয়।
লপা িসলভার জং িফলার রড েয়াগ করেত হেব। িফলার
রড টেক েমর মেধ গরম করেত হেব, যা সাধারণত এর
গেল যাওয়া তাপমা ার থেক 10 থেক 15° বিশ হয়।
জেয়ে দওয়া সােপাট অপসারণ না কের জেয় টেক ঠা া
হেত িদেত হেব ।
অবিশ া অপসারণ করেত জেয় ট ভালভােব পির ার
করেত হেব।
জং া (Brazing fluxes): িফউজড বারা হল
বিশরভাগ ধাত র জন সাধারণ া , এ ট জেলর সােথ িমিশেয়
তির এক ট পে র আকাের েয়াগ করা হয়।
যিদ কম তাপমা ায় জং করেত হয়, তাহেল সাধারণত
ারীয় পদােথ র ারাইড ব বহার করা হয়। এই া িল
অ ালুিমিনয়াম, ািময়াম, িসিলকন এবং বিরিলয়ােমর
িরেফ ির অ াইড িলেক সিরেয় দয়।
102 CG&M : ওেয় ার (NSQF - সংেশািধত 2022) - অনুশীলেনর জন স িক ত এ ারসাইজ 1.3.46