
Page 262 - Welder - TP - Bengali
P. 262
র্ডায ্ক প্রণডালী (Job Sequence)
1 শেস শমটাল SA 240 টাইপ 304L শটেইননলস নটেনলর 5 টাংনটেন ইনলনট্াড ননে ্বাচন করুন EWTh-2, 2.0 নমনম।
ননম্ন-কাে ্বন শগ্ড ননে ্বাচন করুন। 6 শটেইননলস টেটীল ওনয়ল্্ডিং এেং শুদ্ধকরনের জন্য
2 প্রনয়াজনীয় আকানর আকৃ নত অনুযায়ী ঝালাই করার জন্য নশল্্ডিং ্্যাস ননে ্বাচন করুন (শযমন আ্ ্বন)।
উপকরেগুনল উপযুক্ত চাপ প্রনয়া্ কনর কাটুননপ্নটর 7 GTAW এর জন্য ওনয়ল্্ডিং শল্ক্তর উৎস (Power sources)
সাইজগুনল হল 1.6x125x 150 নমনম - 2 নপনস । প্রস্তুত করুন৷
3 উচ্চ মাননর ওনয়ল্্ডিং শপনত, ওনয়ল্্ডিং এর আন্ যুক্ত 8 শটেইননলস টেটীল শীট নেন্যাস ননখুঁতভানে করা আেশ্যক.
করা সানি্বসগুনল পনরষ্ার করুন। (আকার 1).
9 প্রস্তুত করুন এেং অস্ায়ীভানে নপি পনরষ্ার করার
4 নিলার তার কড নং লম্া এেং এর দ্ারা ওনয়ল্্ডিং পদ্ধনত ে্যেস্াগুনলনক একল্ত্ত করুন (নচত্2)।
ননে ্বাচন করুন ।নিলার তানরর শকাড নং হল ER308L,
1.6mm x 1000mm 10 শফ্া নমটানর উপযুক্ত ্্যাস প্রোনহর হার সামঞ্জস্য করুন
(শরিার শটেল-1) 10-12 এলনপএম (নলটার প্রনত নমননট)
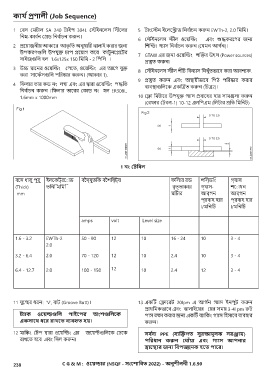
1 নং মোটমবল
েনস ধাতু পুরু ইলনকট্রোড েৈি্যুতনক েৈশনে্ট্য িনলার রড শনল্ডনং ্্যাস
(Thick) তননন মনমন েৃত্তাকার ্্যাস- শোধন
mm মনটার আর্্ন আর্্ন
প্রোহ হার প্রোহ হার
l/মনননট l/মনননট
amps volt Level size
1.6 - 3.2 EWTh-2 50 - 90 12 10 16 - 24 10 3 - 4
2.0
3.2 - 6.4 2.0 70 - 120 12 10 2.4 10 3 - 4
6.4 - 12.7 2.0 100 - 150 12 10 2.4 12 3 - 4
11 যুনমের ধরন: ‘V’, োট (Groove Butt)। 13 একটট শফ্ানরট 20lpm এ আ্ ্বন ্্যাস ইনপুট করুন
প্রােনমকভানে এেং ঝালাইনয়র শয়র সময় 3-4l pm রুট
ট্যডার্ ওয়়েল্গুমল পডাইয়পর অংশগুমলয়র্ পাস রক্ষা করার জন্য একটট ে্যানকং ্্যাস নহসানে ে্যেহার
এর্সডায়ে িয়র রডাখয়ত ব্যবহৃত হ়ে। করুন।
12 মানস্কং শটপ দ্ারা ওনয়ল্্ডিং এর জনয়ন্টগুনলনক শেনক সব ্কিডা PPE (ব্যল্তিগ্ত সুরক্ষডামূলর্ সরঞ্ডাম)
রাখনত হনে এেং নসল করুন৷ পমরিডান র্রুন মোিডাঁ়েডা এবং গ্্যডাস আপনডার
স্ডায়স্্যর জন্য মবপজ্জনর্ হয়ত পডায়র।
238 C G & M : ওয়়েল্ডার (NSQF - সংয়শডামিত 2022) - অনুশীলনী 1.6.90